WDF2CNC Bedienung Französische Version
Créer un programme CNC à partir de fichiers de traceur
Avec le programme WDF2CNC, il est possible de créer sans effort des programmes de gravure pour de nombreuses commandes CNC. L'opération est très simple et facile à apprendre.
WDF2CNC est un programme très compact qui n'a pas besoin d'être installé car il peut être démarré en tant que soi-disant stickware sur n'importe quel PC avec un simple double-clic. Tout ce que vous avez à faire est de copier le programme dans n'importe quel dossier et de créer un lien vers celui-ci. Il peut être démarré en double-cliquant sur l'icône créée. Alternativement, le répertoire correspondant de la clé est ouvert avec l'explorateur et le fichier WDF2CNC.EXE est lancé par un double-clic.
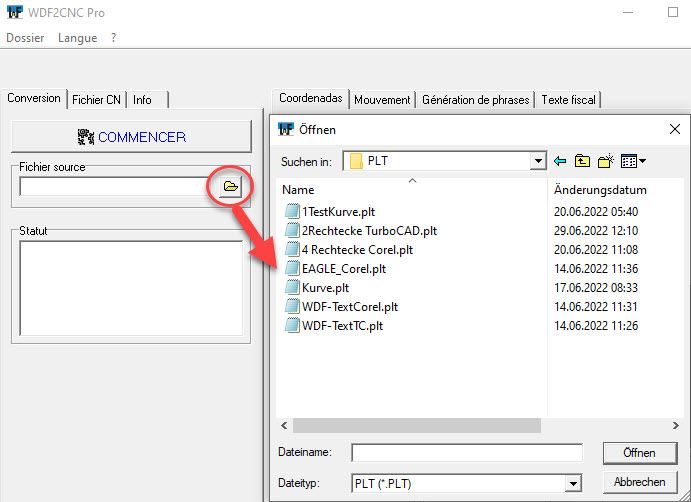
La base d'un programme de gravure CNC créé avec WDF2CNC est un fichier de traceur créé avec le programme de dessin "Corel Draw". D'autres programmes créent également des fichiers de traceur, mais certains d'entre eux sont incompatibles avec le fichier de traceur de Corel Draw, ils ne peuvent donc pas être utilisés et sont donc généralement rejetés par WDF2CNC avec un message d'erreur.
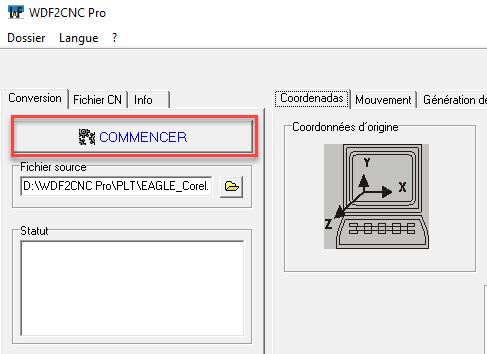
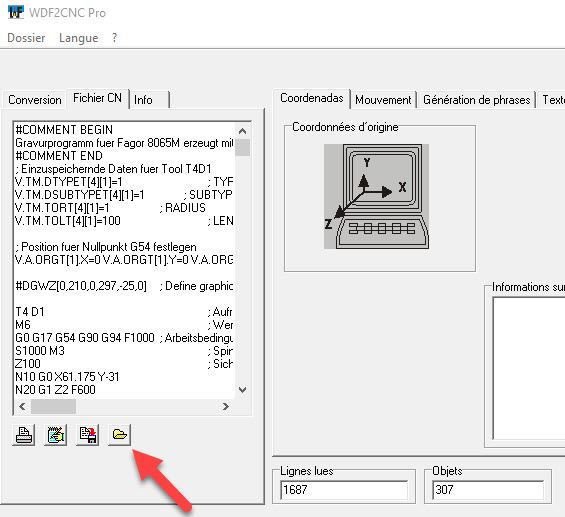
Si un fichier de traceur Corel Draw est disponible, il peut être sélectionné dans une boîte de dialogue Windows à l'aide du bouton "Ouvrir".
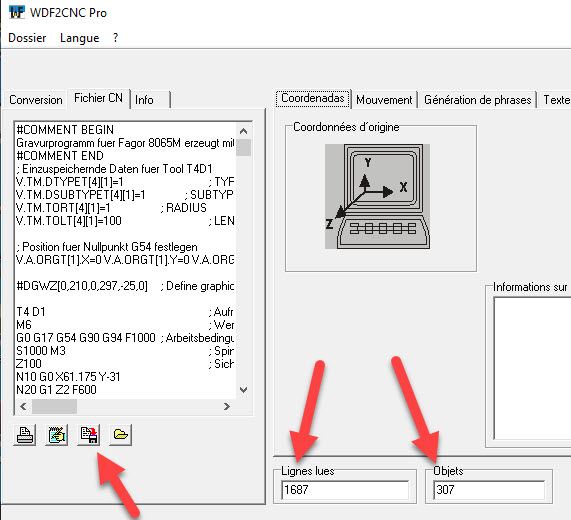
Le programme CN généré doit bien sûr être entièrement vérifié pour détecter les défauts avant d'être utilisé dans la vie réelle, car il est tout à fait possible que, par exemple, des logos, des smileys ou des images finis qui ont été utilisés à partir du pool Corel Draw soient liés et donc pas considérés par WDF2CNC les objets individuels peuvent être reconnus. Dans ce cas, il y a une forte probabilité que des zones soient fraisées qui doivent effectivement être parcourues avec une certaine distance en hauteur entre la fraise et la pièce à usiner.
Dans ce cas, les objets doivent d'abord être décomposés en leurs composants individuels, ce qui, par exemple, se fait comme suit pour un smiley:


Désormais, les objets du smiley peuvent être sélectionnés individuellement et WDF2CNC peut les reconnaître. Cela crée des mouvements de levage qui empêchent les mouvements de fraisage indésirables de détruire la pièce.
Simulation sur PC
De nombreux contrôleurs ont des simulateurs pour le PC. Par exemple chez Fagor et Siemens. Bien entendu, ceux-ci peuvent également être utilisés pour une simulation avant que la pièce réelle ne soit produite sur la machine réelle.
Il suffit de savoir où copier le programme CNC pour qu'il puisse être lu par le simulateur. Ce répertoire se trouve dans c:\FagorCNC\Users\Prg\ pour une commande Fagor et dans Documents\Siemens808d NC\ pour une commande Sinumerik 808D.
Si les programmes CN générés y sont copiés, les simulateurs peuvent les lire et les simuler. Il faut cependant noter que les zéros sont correctement réglés et que l'outil de gravure a un diamètre maximum de 1 à 2 millimètres pour que le graphisme soit dessiné finement.



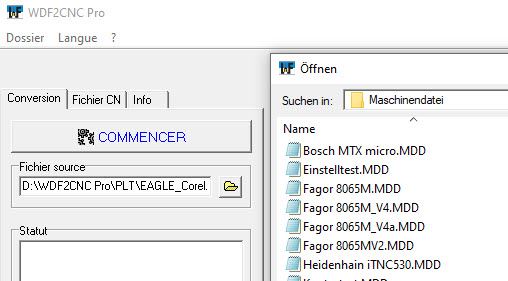
Créez vos propres données machine:
Dans WDF2CNC, il n'y a aucun problème à créer vos propres paramètres machine pour une commande spécifique. Il vous suffit de saisir les entrées appropriées dans les champs de saisie des onglets "Mouvement", "Génération d'enregistrement" et "Texte de contrôle".
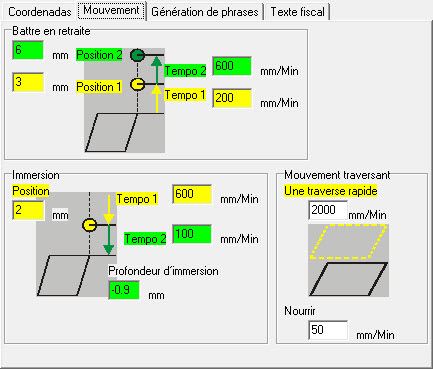
Les entrées de l'onglet "Mouvement" contrôlent les mouvements de levage et d'abaissement de la fraise au début et à la fin d'un objet. Sous "Position2" dans la zone "Retrait", la valeur de retrait à laquelle l'outil de fraisage doit se déplacer et à quelle vitesse lorsqu'il se soulève de l'objet est spécifiée. Cependant, l'outil se déplace d'abord vers la "position 1", qui offre la possibilité de soulever la fraise de la pièce à usiner à deux vitesses différentes.
Le processus de plongée au point de départ d'un objet (zone "Plongée") est basé sur la même logique : Tout d'abord, un mouvement de pénétration s'effectue à grande vitesse (vitesse 1) jusqu'à un point de départ situé à quelques millimètres au-dessus de la pièce, avant le début de la fraise, un mouvement de pénétration plus lent déplacé à la profondeur d'immersion à la vitesse 2. Cette vitesse doit être choisie de manière à ne pas endommager l'outil de fraisage. La valeur de départ par défaut peut donc devoir être ajustée. Ceci est écrit dans le fichier machine et est à nouveau disponible ultérieurement.
Dans la zone "Mouvement de déplacement", l'avance avec laquelle la pièce est gravée et la vitesse d'avance rapide avec laquelle le déplacement vers l'objet suivant a lieu sont définies.
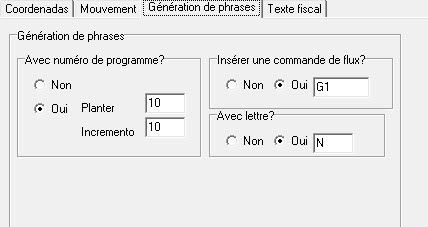
L'onglet "Génération de blocs" vous permet de contrôler la structure des différents blocs CNC. Si toutes les options sont définies sur "Non", les blocs CNC sont générés et ne contiennent que les coordonnées pures. Cela peut être très utile et suffisant pour certains contrôles. En règle générale, cependant, les numéros de programme et les instructions d'avance sont nécessaires, de sorte que les entrées correspondantes doivent être effectuées.
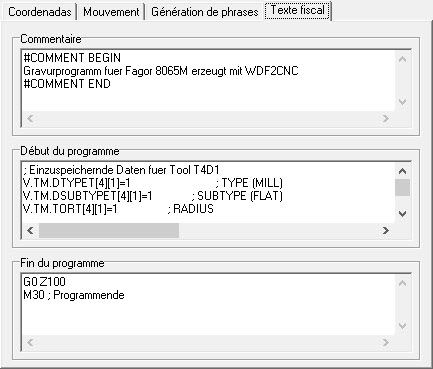
Dans l'onglet "Texte de contrôle", il y a trois champs de saisie dont le contenu est intégré dans le programme CNC. Les entrées "Commentaire" et "Début de programme" sont insérées au début et les entrées dans "Fin de programme" à la fin du programme CNC généré. Ces entrées ne sont pas seulement utilisées pour contrôler ou initialiser la commande CNC, mais servent également de source d'informations pour l'opérateur, car le type de commande peut y être nommé et des instructions de serrage pour la pièce peuvent être données afin que la fraise ne endommager les dispositifs de serrage.
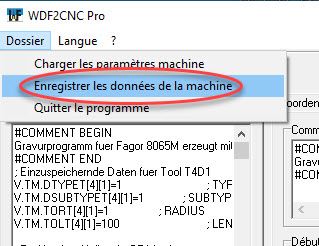
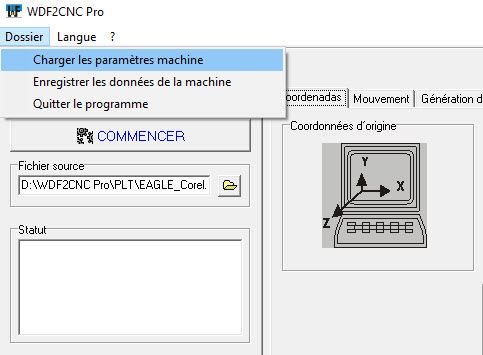
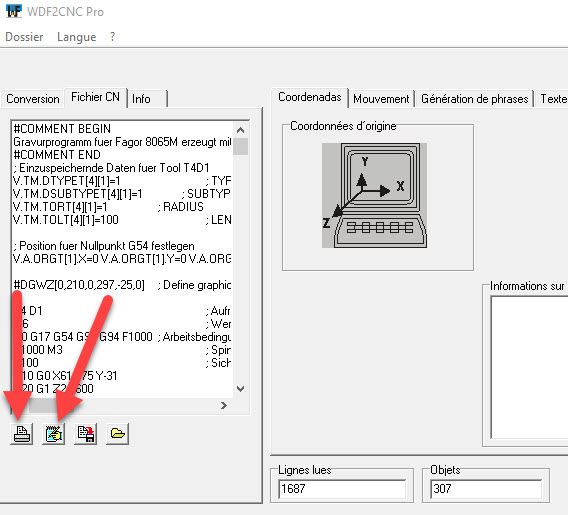
Une fois toutes les saisies effectuées, les paramètres machine doivent être enregistrés afin qu'ils soient de nouveau disponibles à tout moment. Cela s'effectue via "Fichier/Enregistrer les données machine". La fenêtre de saisie qui apparaît permet de préciser le nom du fichier machine et son emplacement de sauvegarde.
