Voxelfill-Strategie überwindet inhomogene Festigkeiten im 3D-Druck
Zugfestigkeiten von 3D-Bauteilen nähern sich dem klassischen Spritzgieß-Verfahren
ExAM 510 mit einer maximalen Baurate von aktuell 150 cm³/h. Perspektivisch peilt der Hersteller Bauraten von 300 bis 600 cm³/h an.
AIM3D gelang es, die Vorteile, des patentierten Voxelfill-Verfahrens nachzuweisen. Festigkeitsprüfungen belegen nun, dass dieses Verfahren inhomogene Festigkeiten von 3D-Bauteilen in X-, Y- und Z-Achse überwinden kann und damit an konventionelle Verfahren wie das Spritzgießen heranreicht. Voxelfill ist zudem für Anwender anderer 3D-Druck-Verfahren der Material-Extrusion lizenzierbar nach EP 4100235-B1.
AIM3D setzt seit 2017 konsequent auf 3D-Pellet-Drucker in Abgrenzung zu FDM-3D-Druckern, die Granulate statt Filamenten verarbeiten. Deutlich günstigere Materialeinstandskosten von Granulaten und die Verwendung von Regenerat-Material direkt aus der Mühle bilden die Grundlage für die hohe Wirtschaftlichkeit dieser AM-Fertigungsstrategie mit 3D-Pellet-Druckern. Clemens Lieberwirth, CTO von AIM3D: „Wir glauben mehr denn je an unsere CEM-Technologie und das bewährte Team von AIM3D. 3D-Pellet-Drucker bieten die einzigartige Option, sehr kosteneffektiv die Eigenschaften von konventionell hergestellten Bauteilen mit einer additiven Fertigungsstrategie abzubilden. Mit der Voxelfill-Strategie reicht nun der 3D-Druck an Festigkeiten des klassischen Spritzgießens heran.“
Innovativ und disruptiv: Voxelfill-Prinzip überwindet inhomogene Festigkeiten
In der additiven Fertigung von Polymeren weisen Bauteile durch den schichtbasierten Aufbauprozess inhomogene Festigkeitswerte auf. Dies äußert sich vor allem durch Nachteile bei den Zug- und Biegefestigkeiten, sowie einem sehr spröden Verhalten entlang der Z-Achse. Demgegenüber reichen die erzielbaren Festigkeiten entlang der X- und Y-Achsen mancher Verfahren schon an die Festigkeiten der klassischen Spritzgießverfahren heran. AIM3D stellte dies bereits mit der Verarbeitung von fasergefüllten Werkstoffen wie PA6 GF30 und reinen Thermolasten wie ULTEM 9085™ unter Beweis. Um eine breite Anwendbarkeit von 3D-Bauteilen zu ermöglichen, muss das Phänomen inhomogener Festigkeiten grundsätzlich gelöst werden.
Unter Einsatz der 3D-Extrusionstechnologie des CEM-Verfahrens entwickelte AIM3D eine Voxelfill-Strategie, die diese Einschränkungen überwindet und die Wirtschaftlichkeit des CEM-Verfahrens steigert. Voxelfill ist zudem anwendbar bei Multimaterialbauteilen und eignet sich grundsätzlich für die Werkstoffgruppen Kunststoff, Metall und Keramik zum Aufbau von 3D-Bauteilen. Clemens Lieberwirth, CTO von AIM3D: „Mit Voxelfill bekommt der Verarbeiter die einzigartige Möglichkeit zur Verbesserung der Z-Festigkeit und der Druckgeschwindigkeit. Wir arbeiten daher konsequent an der Fortentwicklung dieser Technologie.“
Voxelfill-Strategie im Überblick
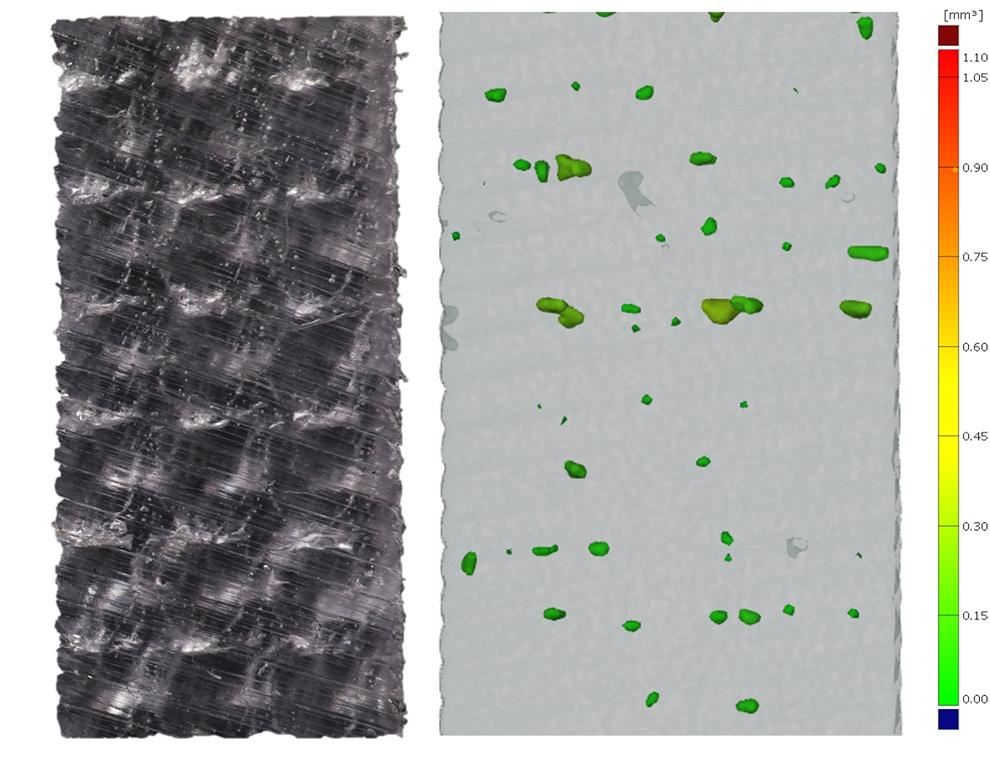
Optische Analyse der Proben
Ziel der Entwicklung von Voxelfill war es, inhomogene Festigkeiten im 3D-Druck zu überwinden. Aktuell erreicht der Materialextrusions-3D-Druck, je nach Werkstoff, ca. 50% Festigkeit in Druckrichtung. Die gedruckten Schichten reißen daher auseinander und die Bauteile sind deshalb häufig nur für Prototypen geeignet. Mit Voxelfill erreicht AIM3D nun 80% Festigkeiten verglichen mit dem formgebundenen Spitzgießverfahren und ermöglicht daher die technische Anwendung 3D-gedruckter Teile aus zertifizierten Granulaten. Potentiell angestrebt sind sogar 100%. Voxelfill ist eine Kombination von Spritzgießen und 3D-Extrusionsdruck auf Basis des CEM-Verfahrens. Voxelfill erreicht nahezu isotrope Materialeigenschaften in allen Baurichtungen, zudem eine höhere Produktivität und eine Orientierung von Fasern in Z-Richtung. Clemens Lieberwirth, CTO von AIM 3D: „Voxelfill wird damit zum Game-Changer im Bereich der Festigkeiten von 3D-Bauteilen.“
Umsetzung der Versuchsreihen mit Voxelfill
Mit Voxelfill werden Festigkeiten von 80% in der Ebene im Vergleich zum Spritzgießen erzielt. Die zunächst ermittelten Werte gelten für ungefüllte technische Polymere. Dies ergibt eine doppelt so hohe Festigkeit gegenüber dem konventionellen 3D-Druck mit FDM-Druckern. Bei fasergefüllten technischen Polymeren ist der zu erwartende Anstieg der Festigkeit gegenüber dem konventionellem 3D-Druck mit FDM-Druckern sogar noch höher. Der Aufbau der Versuchsreihen mit Voxelfill erfolgte mit Zugstabgeometrien zur Bestimmung der XY-Festigkeit sowie der Z-Festigkeit. Variante A bildete liegende Zugstäbe mit Zugrichtung in XY-Ebene ab. Variante B waren stehende Zugstäbe mit Zugrichtung in XZ-Ebene. Variante C bildete ein Block mit Zugrichtung in XZ-Ebene auf Basis gefräster Proben. Im Rahmen der Machbarkeitsstudie von AIM3D wurden für die Varianten A bis C (Material Polycore PETG-1000 von Polymaker) jeweils die Spannung (MPa) und die Dehnung (%) gemessen.
Optische Analyse der Proben
Trotz hoher Zugfestigkeiten wiesen die Voxelfill-Proben noch Poren, also Lufteinschlüsse im Bereich von <0,15 mm³ auf. Daher ist durch weitere Optimierung der Fülldichte eine noch höhere Zugfestigkeit und damit Isotropie denkbar. Das Potential des Voxelfill-Verfahrens erweitert sich durch den Einsatz von fasergefüllten Polymeren.
Ableitungen aus den bisherigen Versuchsreihen

Gegenüberstellung Voxelfill und konventioneller 3D-Druck an einem gedruckten Winkel.
Die Ergebnisse aus den ersten Untersuchungen zeigen das große Potential von Voxelfill auf. Sie bilden den „Proof of Concept“ für diese Kombination aus Materialextrusions-3D-Druck und Spritzgießen. Bei der Betrachtung der Ergebnisse der konventionell hergestellten Proben (Layer by Layer) wird die Schwachstelle Anisotropie 3D-gedrucker Bauteile offensichtlich. Die in XY-Ausrichtung gedruckten Proben zeigen einen duktilen Spannungs-Dehnungs-Verlauf, wie er typisch für einen ungefüllten Kunststoff ist. Die Zugfestigkeit liegt mit 52,83 MPa dabei sogar leicht über dem Wert aus dem Materialdatenblatt (50 +/-1,1 MPa) für das Spritzgießen.
Beim Vergleich der konventionell in XZ-Richtung gedruckten Proben, einmal direkt als stehender Zugstab und einmal als Block, zur anschließenden spanenden Fertigung der Zugstäbe, zeigen sich Abweichungen, sowohl in der Zugfestigkeit, als auch in der Standardabweichung. Dies ergibt sich aus der sehr ungünstigen Geometrie eines stehenden Zugstabes für den Materialextrusions-3D-Druck. Physikalisch kann man dies so erklären: Durch seine geringe Auflagefläche an der Basis und die übergroße Höhe, bei sich gleichzeitig variiertem Querschnitt, sind die Proben bei direkter Fertigung Schwingungen ausgesetzt, die zu einem Versatz der Bahnen führen können. Diese geometriebedingten Ungenauigkeiten führen zu einer Schwächung des Materialgefüges, da sie den Querschnitt des Materials beeinflussen und Kerben entstehen können.
Die höhere Standardabweichung ist ein gutes Indiz dafür, dass hier ein stochastischer Effekt, wie das Schwingen des Zugstabes, eine große Rolle spielen. Ein Zugversuch ist jedoch eine Überprüfung, bei der geometrisch bedingte Effekte und Kerbwirkungen keine Betrachtung finden sollten. Für die weitere Betrachtung der Festigkeit in XZ-Baurichtung wurde sich daher auf die Proben konzentriert, die aus einem stehend gedruckten Block gefräst wurden. Das durch die spanende Bearbeitung mögliche nachträgliche Anschmelzen der Schichten wurde dabei durch geeignetes Werkzeug und Kühlung verhindert. Vergleicht man nun also die in XZ-Richtung gedruckten Proben, die konventionell gedruckt wurden, mit den Voxelfill-Proben, so wird eine Verdopplung der Zugfestigkeit erkennbar. Diese steigt von 20 MPa für die konventionell gedruckten Proben auf 40 MPa für die Voxelfill-Proben. Im Vergleich dazu lag die Festigkeit der liegend gedruckten Proben bei 53 MPa. Als Ergebnis ist festzuhalten: Dies entspricht einer Anisotropie von 70% bei den konventionell gedruckten Proben und einer Anisotropie von nur noch 23% bei den Voxelfill-Proben.
Neue Versuchsreihen mit fasergefüllten Werkstoffen überraschen durch verbesserte Festigkeiten
Die Übertragung des Voxelfill-Prozesses auf fasergefüllte Kunststoffe bestätigt positiven Einfluss auf die Z-Festigkeit deutlich. Durchgeführt wurden Versuche mit PETG GF30 von Polymaker bei einer Extrusionstemperatur von 270°C. Es erfolgte der Aufbau einer Versuchsreihe zur Ermittlung der optimalen Druckparameter, um eine Vergleichbarkeit zur maximal erreichbaren Festigkeit, sowohl im konventionellen als auch im Druck mit Voxelfill zu beurteilen. Es wurden XY-liegende Zugstäbe als Referenz hergestellt. Diese wurden in zwei unterschiedlichen Infill-Orientierungen gedruckt, einmal ausgerichtet in Zugrichtung und einmal +/-45° zur Zugrichtung.
Die Zugfestigkeit bei, in Zugrichtung ausgerichtetem Infill, war am Größten: Sie lag bei 72,4 MPa. Dies entspricht aber einem sehr konstruierten fall, der so in einem realen Spritzgussteil auch nicht der Fall wäre, da die Faserverteilung hier abhängig von der Bauteilgeometrie und der Anzahl und Orientierung der Einspritzpunkte ist. Die liegenden Zugstäbe mit einer Infill-Ausrichtung von +/- 45° erreichten im Vergleich dazu 50,1 MPa. Als Nächstes wurden stehende Zugstäbe ohne Voxelfill, mit konventionellem, schichtweisem Infill gedruckt (was dem Stand normaler 3D-Drucker entspricht) . Diese erreichten eine Zugfestigkeit von 12,8 MPa. Die mittels Voxelfill gedruckten, stehenden Prüfkörper erreichten im Vergleich eine höhere Festigkeit von 40,7 MPa.
Ableitungen zu Homogenität und Festigkeit aus den Versuchsreihen mit gefüllten Werkstoffen
Vergleicht man die ermittelten Werte miteinander, um die Homogenität der Festigkeit zu bestimmen, kommt man für Voxelfill auf eine Homogenität von 81%, verglichen mit den +/-45° gedruckten Referenzproben und von 56% mit den ausgerichteten Referenzproben. Die konventionell gedruckten Zugstäbe hingegen erreichen nur eine Homogenität von 25%, verglichen mit den +/-45° gedruckten Referenzproben und von 18% mit den ausgerichteten Referenzproben. Der festigkeitssteigernde Effekt von Voxelfill, der zu homogeneren Bauteileigenschaften vergleichbar zum Spritzgießen führt, konnte also auch mit fasergefüllten Kunststoffen belegt werden (siehe hierzu Vergleichsdiagramm mit den unterschiedlichen Festigkeitswerten). Ein Blick auf die Faserverteilung unter dem Konfokal-Mikroskop zeigt ebenfalls in Z-Richtung ausgerichtete Fasern, die durch den vertikalen Einspritzvorgang beim Voxelfill eingebracht werden. Clemens Lieberwirth, CTO von AIM3D: „Dieser Effekt der Ausrichtung der Fasern ist einmalig für Voxelfill und lässt sich im konventionellen, schichtweisen 3D-Extrusionsdruck nicht herbeiführen.“
Verbesserung der Reproduzierbarkeit von ULTEM-Anwendungen mit einem 3D-Pellet-Drucker
Die ExAM 510-Anlage von AIM3D ist prädestiniert für den Einsatz in der industriellen Produktion. Die im Jahr 2022 vorgestellte ExAM 510-Anlage arbeitet mit einer maximalen Baurate von aktuell 150 cm³/h. Perspektivisch peilt man nach Herstelleraussagen Bauraten von 300 bis 600 cm³/h an. Damit will man Verarbeitungsmengen von 1.000 bis 4.000 kg pro Jahr erreichen (alle Angaben beziehen sich auf Bauteile mit einer Qualität von max. 150µm Schichtstärke sowie dem Einsatz einer 0,4 mm Düse des 3D-Druckers und sind somit vergleichbar zu 3D-Bauteilen des Fused Deposition Modeling (FDM)). Entscheidend für den Aufbau eines 3D-Bauteils ist vor allem die Reproduzierbarkeit, also die Wiederholgenauigkeit des Prozesses.
Für einen Anwender ist dies ein zentraler Punkt für gleichbleibende Qualität des Bauteils gerade in der Serienfertigung von kleinen und mittleren Serien. Bauteile der Spritzgießtechnik und 3D-Bauteile weisen vergleichbare Homogenitäten des Materials auf, weil Granulat-ULTEM™ 9085 eingesetzt wird. Die letzten Zugversuche nach DIN EN ISO 527-2 Typ 1A belegen aufgrund geringer Standardabweichungen eine hohe Prozessstabilität. Diese wird vor allem durch die patentierte Granulat-Extruder-Technologie erreicht, die eine materialschonende Verarbeitung des Materials gewährleistet und die Degradierung der Polymere im Extruder minimiert.
Der 3D-Pellet-Druck erschließt nun den vielseitigen Werkstoff PEI
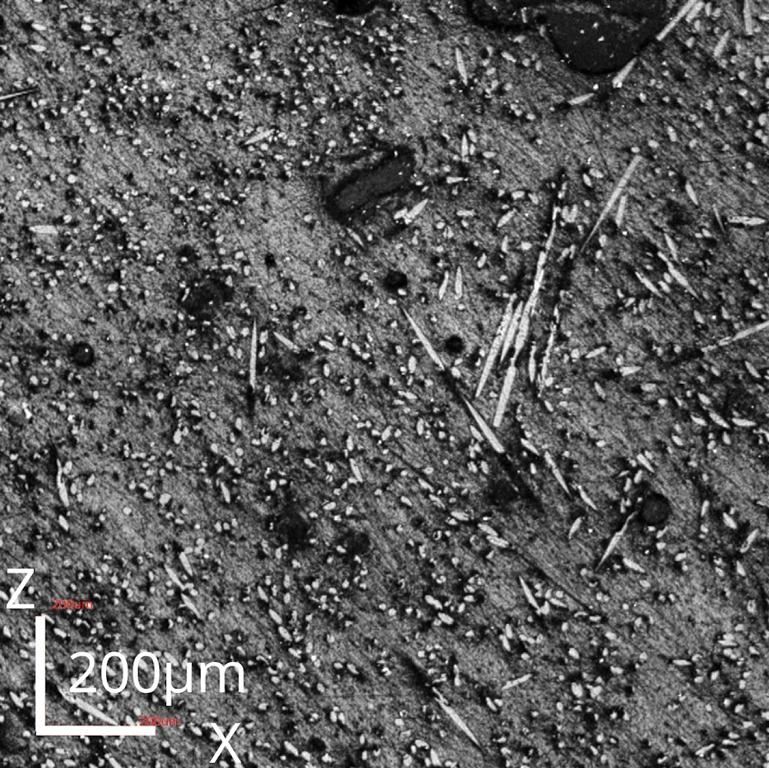
Konfokal-Mikroskopie einer mit Voxelfill gedruckten Probe in XZ-Ebene.
Die 3D-Pellet-Drucker ExAM 255 und ExAM 510 von AIM3D ermöglichen den Einsatz von Standard-Granulaten mit oder ohne Füllstoffe zur Generierung von belastbaren 3D-Bauteilen. PEI ist schwer entflammbar nach UL 94-VO. PEI eignet sich für hohe Einsatztemperaturen, also 180ºC dauerhaft (217ºC bis Glasübergang). Mit dem PEI-Werkstoff Sabic ULTEM 9085 erschließt der 3D-Pellet-Druck nun Bauteileigenschaften, die an das klassische Spritzgießerfahren heranreichen. Dabei wird eine 100% höhere Bruchdehnung gegenüber FDM-Druckern erzielt. PEI erschließt daher Anwendungsgebiete in Automotive, Aerospace, Schienenfahrzeuge und Wehrtechnik.
Ausblick auf die Potentiale von Voxelfill
Die Voxelfill-Strategie mittels CEM-Verfahren ermöglicht den Einsatz von unterschiedlichen Materialien: Hybride Multimaterial-Lösungen mit unterschiedlichen Voxel-Füllmaterialien und Baumaterialien für die Kontur bzw. die Struktur der Innenwände werden möglich. Auf diese Weise können die Materialeigenschaften „customized“ werden. Bauteilgewicht, Dämpfungseigenschaften, Schwerpunktmanipulationen oder Elastizitäten können, abgestimmt auf die Anwendung, dreidimensional definiert werden. Durch gezieltes selektives Füllen nur bestimmter Volumenkammern (selektive Dichten), auf Basis von FE-Simulationen, könnten die Bauteileigenschaften gezielt beeinflusst werden.
So ist es mit Voxelfill möglich, nur die Bereiche eines Bauteils zu füllen, die für den Kraftfluss zwingend erforderlich sind. Im Ergebnis sind diese Bauteile von außen rein optisch „klassische“ Bauteile, auch mit allen Vorteilen für die Nachbearbeitung. Gleichzeitig erfolgt der 3D-Druck aber material- und gewichtsreduziert bis hin zum Leichtbau. Speziell beim Einsatz von faserverstärkten Werkstoffen ergibt sich durch den Einsatz von Voxelfill, eine zusätzliche Option die Fasern im Bauteil gezielt auszurichten, um die mechanischen Eigenschaften zu steigern. In der Ebene ermöglicht das CEM-Verfahren bereits sehr gute Möglichkeiten, die Orientierung der Fasern zu steuern.
Diese betreffen bei der Voxelfill-Strategie die Kontur und die Innenwände des Bauteils. Durch das Einspritzen des Materials in die Volumenkammern (Befüllung der Voxel) erhält das 3D-Bauteil ebenfalls Fasern, die in der Z-Achse ausgerichtet sind und verbessert dadurch zusätzlich noch einmal die mechanischen Eigenschaften. Clemens Lieberwirth, CTO von AIM3D: „Das Voxelfill-Verfahren eignet sich natürlich besonders für den 3D-Druck von Kunststoffen und fasergefüllten Kunststoffen, ist aber auch für den 3D-Druck von Metall- und Keramik-Bauteilen im CEM-Verfahren geeignet. Generell ergeben sich Vorteile durch die höhere Baugeschwindigkeit und die schichtübergreifende Füllung.“




