Dekarbonisierung von Schleifprozessen
Entwicklung und schleiftechnische Untersuchung einer keramischen Bindungsrezeptur für den Niedrigtemperaturbrand
Industrieunternehmen in ganz Europa sind aktuell damit beschäftigt, Potenziale zur massiven CO2-Einsparung zu ermitteln und durch optimierte Prozesse ihren definierten Scope 1- und Scope 2-Zielen näher zu kommen. Die Saint-Gobain Gruppe – und mit ihr der Schleifmittelspezialist Saint-Gobain Abrasives – bildet hier keine Ausnahme. Das Ziel: Bis 2030 gilt es für Scope 1 und 2 (direkt und indirekt) eine Emissionsreduktion von 33 Prozent und in Scope 3, also über die gesamte Wertschöpfungskette hinweg, um 16 Prozent zu erreichen (absolute Reduktion ggü. 2017). Für 2050 lautet die Zielvorgabe „Net-Zero Carbon“! Auf dem Weg dorthin werden sämtliche Prozessschritte auf etwaige Optimierungs- und Umstellungspotenziale untersucht. Mit der nahezu kompletten Umstellung von Hoch- auf Niedrigtemperatur-Bindungen im Bereich der keramisch gebundenen Schleifwerkzeuge ist Saint-Gobain Abrasives nun ein entscheidender Schritt gelungen.
Will man die ehrgeizigen Zielvorgaben unter anderem der Europäischen Union erreichen, so müssen drei Säulen parallel betrachtet und entsprechend vorangetrieben werden:
• Dekarbonisierung der Kundenprozesse
• Entwicklung und Vertrieb maximal nachhaltiger Produktlösungen
• Massive Verringerung der CO2-Emissionen bei deren Herstellung
Im Rahmen der Forschungs- und Entwicklungsarbeit im Grinding Technology Centre Europe (EGTC) von Saint-Gobain Abrasives in Norderstedt bei Hamburg hat sich schon früh die Frage gestellt, wie gerade bei der Fertigung von keramisch gebundenen Schleifwerkzeugen spürbare Energieeffizienzsteigerungen realisiert werden können. Betrachtet man den üblichen Brenntemperaturbereich für keramische Bindungen, der zwischen circa 900 Grad Celsius und 1.260 Grad Celsius liegt, wird schnell klar, dass das größte Potenzial, der größte Impact auf Scope 1 in der Reduzierung der Brenntemperatur und damit in der (Gas-)Energiezufuhr liegt. Entsprechend ist es sinnvoll, sämtliche Hochtemperartur-Bindungen (HT) im Produktportfolio konventioneller Schleifwerkzeuge, die in der Regel im oberen Temperaturbereich hergestellt werden, durch Niedrigtemperatur-Bindungen (NT) zu ersetzen – unter Beibehaltung sowohl der mechanischen Eigenschaften als auch des geforderten Schleifverhaltens.
Bereits 1985 brachte Saint-Gobain Abrasives die erste keramische NT-Bindung auf den Markt und seit 1990 werden neue Lösungen ausschließlich auf NT-Basis entwickelt, wodurch über die Jahre ein großer Erfahrungsschatz in diesem Bereich aufgebaut werden konnte. Der naheliegende nächste Schritt: Die möglichst vollständige Substitution aller HT-Bindungen in Europa bis, so das selbstgesteckte Ziel, Ende 2023. Um dieses Vorhaben zu realisieren, wurde eine allgemeine Herangehensweise verfolgt, die bei der Entwicklung der keramischen NT-Bindungsrezeptur alle relevanten physikalischen Eigenschaften berücksichtigt und bei der anschließenden schleiftechnischen Untersuchung belastbare und repräsentative Ergebnisse erzeugt..
Aspekte bei der Entwicklung der NT-Bindungen
Bei der Herstellung keramisch gebundener Schleifwerkzeuge gilt es grundsätzlich, die Bindungschemie auf den jeweiligen Einsatzzweck abzustimmen: Netzwerkbildner, Netzwerkwandler und Zwischenoxide beispielsweise nehmen direkten Einfluss auf die physikalischen Eigenschaften der Bindung wie ihre Festigkeit, die Schmelzbarkeit und ihr Kristallisationsverhalten. Damit nehmen sie gleichzeitig Einfluss auf die mechanischen Eigenschaften und die Performance der gefertigten Schleifscheibe. Zu den betrachteten mechanischen Eigenschaften zählen E-Modul, Biegefestigkeit, Härte und Dichte – diese sollen im gleichen Bereich liegen wie bei der zu ersetzenden Referenzscheibe mit einer HT-Bindung.
Herangehensweise bei der schleiftechnischen Untersuchung
Die Aufgabenstellung des EGTC bestand im Wesentlichen in der Entwicklung einer Schleifmethodik, bei der mit unterschiedlichen Schleifparametern Kennwerte ermittelt werden, die eine vergleichende Analyse der Schleifwerkzeuge ermöglichen. Durch die Auswahl unterschiedlicher Werkstück- und Schleifscheibenspezifikationen wurde ein breites Anwendungsspektrum abgebildet, welches mit Hilfe der erwähnten Methodik zeiteffizient bearbeitet werden kann. Bei den Untersuchungen im EGTC wurden zur Auswertung und entsprechender detaillierter Analyse folgende Daten messtechnisch aufgenommen:
• Leistungsaufnahme der Schleifspindel
• Schleifscheibenverschleiß
• Materialabtrag
• Oberflächengüte Ra und Rz
Zur Sicherstellung der (geometrischen und dynamischen) Vergleichbarkeit der Ergebnisse wurden dabei folgende Werte konstant gehalten:
• Äquivalenter Durchmesser deq => konstante Kontaktlänge lg bei geg. Zustellung ae
• Werkstückgeschwindigkeit vw
• Schnittbreite ap
• Schnittgeschwindigkeit vc
Versuchsaufbau und -durchführung

Bei den Versuchen im EGTC wurde das Außenrundeinstechschleifen gewählt, wobei die Einstiche mit den definierten Schleifparametern an vier Werkstückronden gleicher Qualität erfolgten. Dabei wurden sieben verschiedene Scheibenspezifikationen von hart bis weich an drei unterschiedlichen Werkstückqualitäten getestet. Das Schleifen erfolgte im Gegenlauf und es wurden zwei unterschiedliche Zeitspanvolumina pro Spezifikation gefahren, um die Schleifscheiben unterschiedlich stark zu beanspruchen.
Die Schleifscheiben haben dabei eine Breite von 10 mm, die Ronden eine Breite von 5 mm. Es wird jeweils mittig in Bezug auf die Schleifscheibenbreite eingestochen, sodass durch Verschleiß ein messbares Profil auf der Schleifscheibe erzeugt wird. Der Einstich in die erste Ronde erfolgte mit 1/10 der Gesamtzustellung, Einstich zwei, drei und vier mit jeweils 3/10 der Gesamtzustellung. Nach jedem Einstich projiziert man das durch Verschleiß erzeugte Scheibenprofil wiederum in einen Graphitcoupon, welcher anschließend optisch vermessen wird, um so den radialen Schleifscheibenverschleiß aufnehmen zu können.
Durch diese Methodik kann der – durch das Abrichten – anfänglich hohe Kornüberstand in dem Maße reduziert werden, dass bei den Einstichen in Ronde zwei, drei und vier eine Belastung der Bindung hervorgerufen wird, die gegenüber dem Kornverschleiß dominierend wirkt. Dadurch wird bewirkt, dass die Schleifscheibe idealerweise bei Ronde zwei bis vier ihr quasistationäres Arbeitsfenster erreicht und somit außerhalb des unkontrolliert statistischen Bereichs schleift. Zudem können die gemessenen Werte nach jedem Einstich in Korrelation zueinander gebracht werden, wodurch außerdem die Fortentwicklung der gemessenen Werte innerhalb der Gesamtzustellung besser analysiert werden kann.
Die Abrichtmethodik
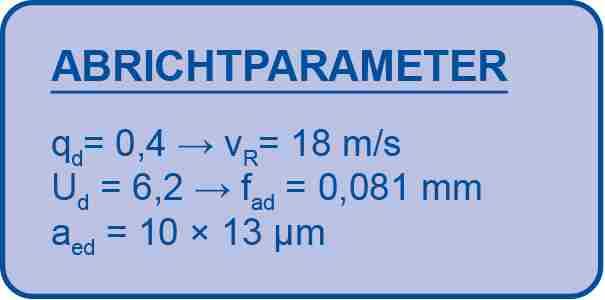
Der Geschwindigkeitsquotient qd, die Zustellung aed und der Überlappungsgrad Ud sind beim rotierenden Abrichten die wesentlichen Einflussgrößen auf die erzeugte Topografie der Schleifscheibe. Diese Parameter wurden so gewählt, dass die Schleifscheibe zum einen rau genug ist (mit entsprechend geringen Schleifkräften zu Beginn), um die im Normalfall stark ansteigende Spindelleistungsaufnahme beim Einschleifen sicherzustellen und einen verfrühten Performanceverlust der Schleifscheibe zu vermeiden. Zum anderen durfte die Scheibe nicht zu rau abgerichtet werden, um zu gewährleisten, dass schnell (in den Einstichen zwei bis vier) das quasistationäre Arbeitsfenster erreicht wird. Auf Basis umfangreicher Vorversuche und empirischer Daten aus der Forschung haben sich also für eine geeignete „Abricht-Methode“ die nebenstehenden Parameter ergeben.
Die Schleifmethodik
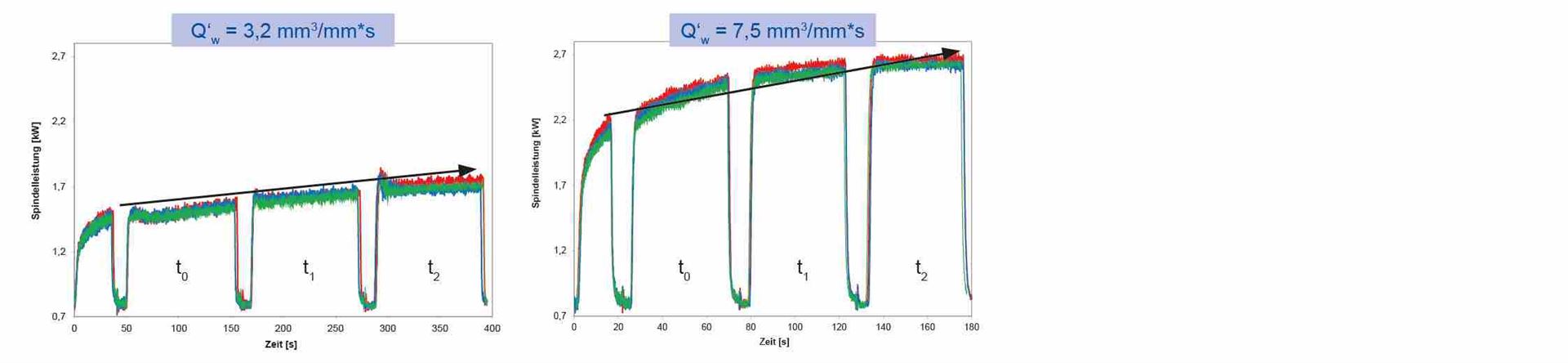
Wie bereits erwähnt, wurden ein moderates bezogenes Zeitspanvolumina von 3,2 mm3/mms und ein hohes bez. Zeitspanvolumen von 7,5 mm3/mms gewählt. Bei der Wahl der bez. Zeitspanvolumina wurde darauf geachtet, dass weder mit zu niedriger radialer Zustellgeschwindigkeit (hohe spezifische Schleifenergie) noch mit zu hoher radialer Zustellgeschwindigkeit geschliffen wird. Denn ein zu drastisches radiales Zustellen führt vermehrt zu Kornausbrüchen und einem exzessiven Verschleiß der Schleifscheibe. Als eine bei Kundenprozessen übliche Schnittgeschwindigkeit wurde 45 m/s identifiziert. Des Weiteren ist zu erwähnen, dass eine Gesamtzustellung von 3,0 mm ausreichte, um einen signifikanten Scheibenverschleiß zu erzeugen.

Die Versuche am 100Cr6 wurden mit zehn (anstatt vier) Einstichen durchgeführt, wobei der erste Einstich, analog zu den Versuchen am C60 und X100, mit 1/10 der Gesamtzustellung an Ronde #1 erfolgte. Ronde #2, #3 und #4 erfuhren jeweils 3/10 der Gesamtzustellung, ebenfalls analog zu den Versuchen am C60 und X100.
Auswahl der Scheibenspezifikationen
Die sieben untersuchten Spezifikationen wurden nach unterschiedlicher Struktur (offen, mittel, geschlossen) und Härte (weich, mittel, hart) ausgewählt, um so unterschiedliche Kornhaltekräfte darzustellen. So konnte sichergestellt werden, dass ein repräsentatives Spektrum an Spezifikationen untersucht und abgebildet wird. In dem aufgeführten Beispiel zeigen alle Scheiben von weich (I8) bis hart (Q5) einen nahezu optimalen Abtrag bei beiden Zeitspanvolumina am 100Cr6-Werkstück. Zudem wird erkennbar, dass die gewählten Spezifikationen, die sich in ihren Kornhaltekräften unterscheiden, außerdem bei unterschiedlichen spezifischen Schleifenergien arbeiten, was im rechten Diagramm zu sehen ist.
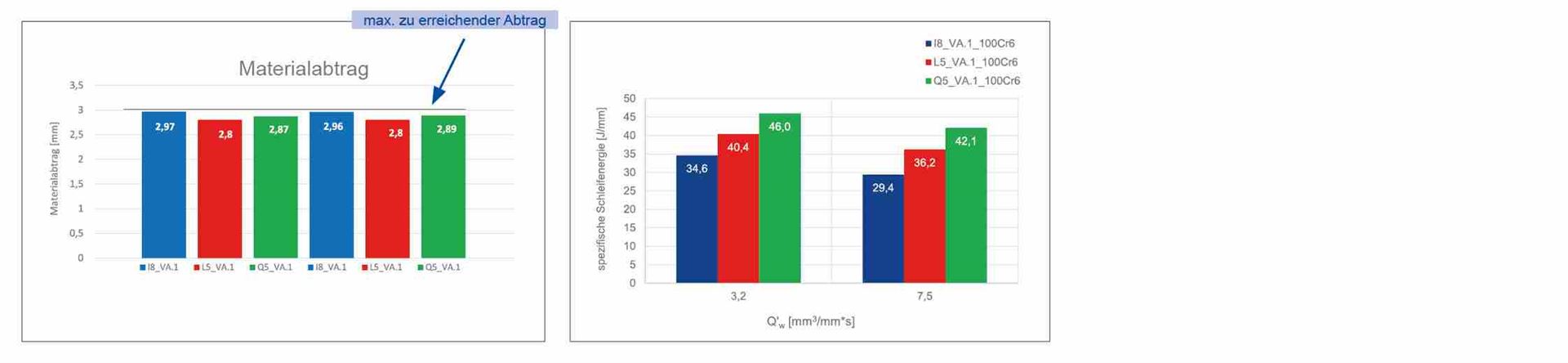
Die Schleifenergie nimmt mit ansteigenden Kornhaltekräften zu oder – mit anderen Worten – mit ansteigender Härte und Dichte der Schleifscheibe, was bedeutet, dass die härteren Scheiben (rot und grün) einen höheren Energieverbrauch aufweisen, um ein äquivalentes Volumen zu zerspanen. Hierbei ist es wichtig zu erwähnen, dass die härteren Scheiben an den schwieriger zerspanbaren Werkstücken (C60 und X100) tendenziell früher an ihre Leistungsgrenze kommen als weichere Scheiben, da letztere eine höhere Schnittfähigkeit aufweisen.
Differenzierung äquivalenter Scheiben
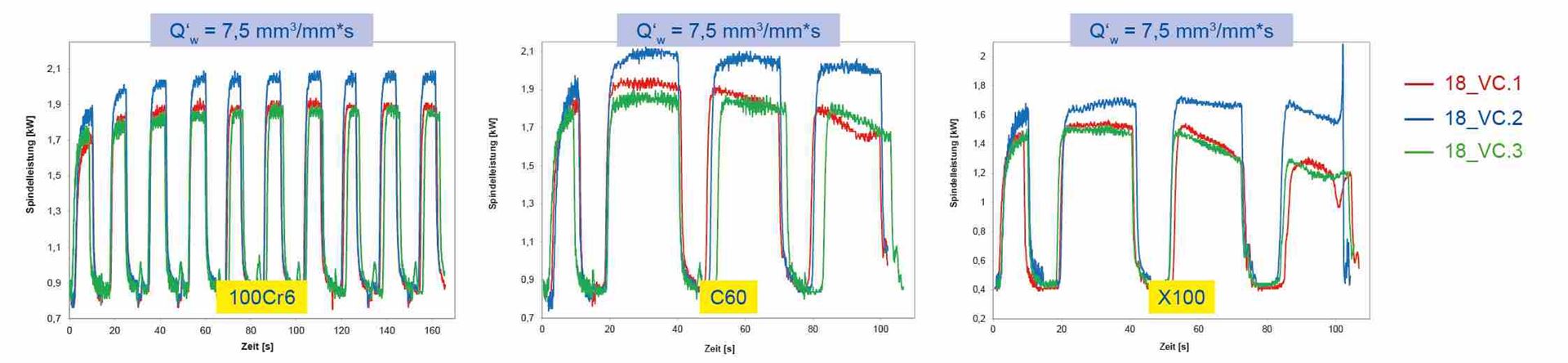
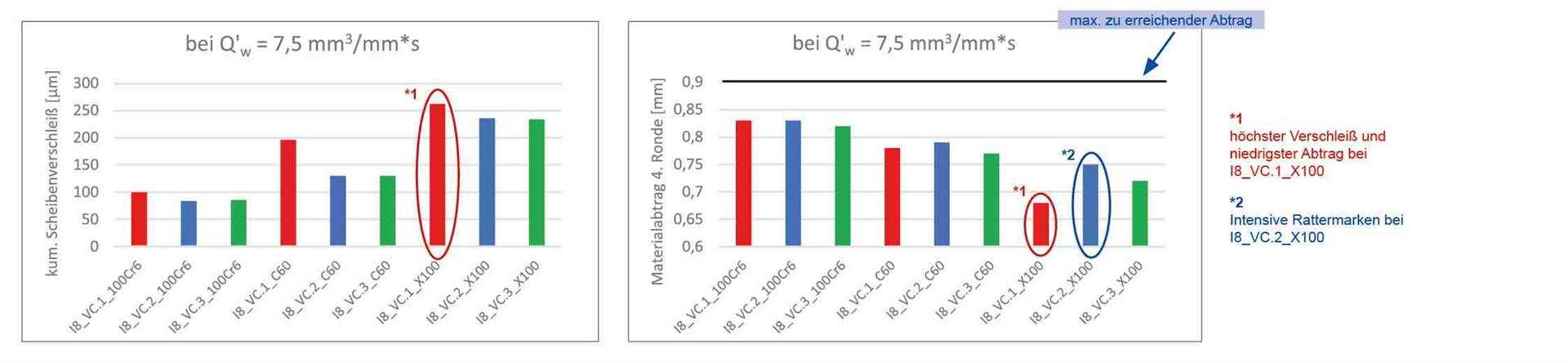
Bei der Frage, welche HT-Bindung in welchem Anwendungsfall durch welche NT-Bindung optimal substituiert wird, ist eine gesamtheitliche Betrachtung unter Einbezug aller gemessenen Daten und Beobachtungen erforderlich. Es müssen alle drei Werkstückqualitäten in Betracht gezogen werden, wie das folgende Beispiel verdeutlicht. Die weiche Spezifikation mit der Härte und Struktur „I8“ wurde hierfür an den drei vorgestellten unterschiedlichen Werkstückmaterialien getestet. Die roten Balken in den Diagrammen repräsentieren die Referenz-HT-Schleifscheibe mit der Bindungsbezeichnung VC.1, die blauen und grünen Balken die beiden NT-Schleifscheiben der Spezifikation mit den Bindungsbezeichnungen VC.2 und VC.3.
Die Versuche am 100Cr6 wurden mit zehn (anstatt vier) Einstichen durchgeführt, wobei der erste Einstich, analog zu den Versuchen am C60 und X100, mit 1/10 der Gesamtzustellung an Ronde #1 erfolgte. Ronde #2, #3 und #4 erfuhren jeweils 3/10 der Gesamtzustellung, ebenfalls analog zu den Versuchen am C60 und X100.
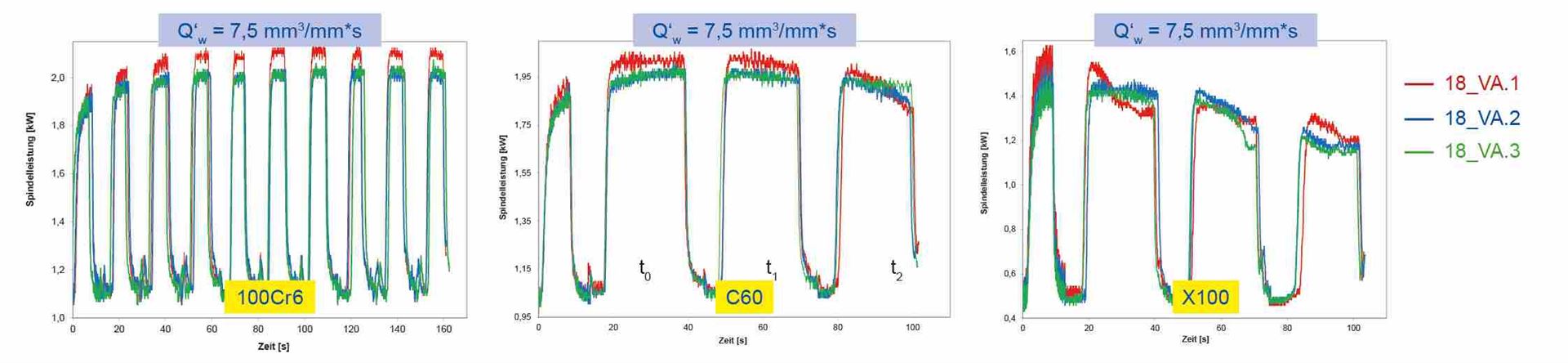
Beim 100 Cr6-Lagerstahl zeigen sowohl die HT-Referenzscheibe als auch die beiden NT-Scheiben einen stabilen Spindelleistungsverlauf und nur einen geringen Scheibenverschleiß sowie einen ähnlichen Materialabtrag – eine Differenzierung ist an dieser Stelle also noch nicht möglich. Dementsprechend ist es notwendig, die Schleifversuche mit analogen Eingriffsbedingungen auch an den schwieriger zerspanbaren Werkstücken C60 und X100 zu analysieren. Hierbei zeigt sich, dass beim Kohlenstoffstahl C60 ein Abfall der Spindelleistung ab Ronde 3 und damit korrelierend ein höherer Scheibenverschleiß vorliegt. Beim Hochchromstahl X100 ist ein ähnlicher Verlauf der Spindelleistung zu sehen, der jedoch in einer intensiveren Abnahme resultiert. Damit einhergehend liegt ein noch höherer Scheibenverschleiß vor.
Weiterhin zeigt sich, dass die Scheibe VC.2 mit dem höchsten Materialabtrag im Schleifprozess intensive Rattermarken am X100-Werkstück erzeugt, was außerdem mit der stets höheren Spindelleistung dieser Scheibe korreliert. Daher ist in diesem konkreten Fall die Scheibe mit der zweithöchsten Abtragsleistung (VC.3) als Substitut zu wählen, da diese dem Verhalten der HT-Bindung entspricht. Hierbei entstehen keine Rattermarken und gleichzeitig fällt der Scheibenverschleiß im Vergleich zur HT-Schleifscheibe signifikant geringer aus. Als weiteres Argument dient die Tatsache, dass die HT-Referenzscheibe auf dem nahezu gleichen Leistungsniveau der Spindel wie die VC.3 arbeitet und somit auch ein sehr ähnlicher Energieverbrauch zu erwarten ist.
Auf Basis der so gewonnenen Ergebnisse konnte Saint-Gobain Abrasives bis Ende 2023 nahezu alle keramischen HT-Bindungen durch NT-Bindungen ohne Performance-Verlust ersetzen. Eine Ausnahme bilden hier (noch) einige wenige Spezialprodukte, die einen Anteil von nur 3 % am Gesamtsortiment ausmachen.
Zusammenfassung
Die Untersuchungen liefen über einen Zeitraum von fünf Monaten und sollten die Vergleichbarkeit der Bindungssysteme sicherstellen und mit maximaler Zeiteffizienz erfolgen: - Gleiche Eingriffsbedingungen bei allen Versuchen - Versuchsaufbau mit hoher Reproduzierbarkeit - Abricht- und Schleifparameter für schnelles Erreichen des quasistationären Schleiffensters - Interne Schleifuntersuchungen mit rund 230 Versuchen - Ergänzt durch externe Versuche bei Kunden, begleitet durch Anwendungstechniker (die dort gewonnenen Ergebnisse deckten sich mit den internen Versuchen) Die Ergebnisse zeichnen sich damit durch eine hohe Beweiskraft aus und wurden zusätzlich auch mit Unterstützung anderer Saint-Gobain Grinding Technology Centres hinsichtlich Schleifanwendungen flächendeckend validiert, um so eine möglichst vollständige Abbildung der Schleifbedingungen zu erreichen.
Das Wichtigste zum Schluss:
Durch die nahezu vollständige Substitution von HT-Bindungen durch NT-Bindungen konnte die Saint-Gobain Abrasives GmbH die durch die Fertigung ausgestoßenen CO2-Emissionen in Europa um rund 1.700 Tonnen jährlich reduzieren, der Gasverbrauch konnte um circa 800.000 m³ jährlich verringert werden. Ein weiterer wichtiger Schritt zur Erreichung der ehrgeizigen Scope 1- und Scope 2-Ziele.
Saint-Gobain Abrasives GmbH
Saint-Gobain Abrasives GmbH
Dr.-Georg-Schäfer-Str. 1
97447 Gerolzhofen
Tel.: +49 (0) 9382 602 -215
Fax: +49 (0) 9382 602 -195
Standorte: Hier klicken!
E-Mail: manfred.mantel@saint-gobain.com
