Der Schärfprozess ist ein wichtiger Faktor
Beim Doppelseitenplanschleifen die Lebensdauer der Schleifscheibe und Schärfringe maximieren
Eine wissenschaftliche Untersuchung von Dr.-Ing. Marijke van der Meer (Krebs & Riedel Schleifscheibenfabrik GmbH & Co. KG) zeigt, dass durch die Anpassung von Schärfparametern wie Druck, Drehzahl und Korngröße die Lebensdauer von Doppelseitenplanschleifscheiben deutlich verlängert werden kann. Dies macht den Standard-Schärfprozess weniger vorteilhaft und spricht für eine gezielte Anpassung an die spezifischen Anforderungen des Werkzeugs. Eine technologische Beratung und Optimierung beim Kunden vor Ort kann die Wirtschaftlichkeit und die Effizienz beim Doppelseitenplanschleifen mit Planetekinematik positiv beeinflussen.


Bedingungen und Parameter beim Schärfen
Als Versuchsmaschine wird eine Retrofit AC500F von Fa. Mµtech eingesetzt. Diese wurde speziell für Krebs & Riedel auf kleinere Werkzeugdurchmesser angepasst, um die Kosten für Versuche gering zu halten.
Um die Einstellung reproduzierbarer Schärfbedingungen zu gewährleisten, wird der Schärfringverschleiß erfasst, dokumentiert und mindestens eine Wiederholung durchgeführt. Als KSS wird die Emulsion Syntilo 81 E (5,4%) eingesetzt. Schärfringe werden darin einlegt / benetzt, während des Schärfprozesses dann kein KSS zuführt. Anschließend werden die Schleifscheiben gereinigt / gespült.
Beim Standard-Schärfverfahren wird einmal konkav und einmal konvex geschärft, um die Scheiben gerade zu halten. Hierbei ändert sich nur die Drehrichtung des Innenstiftkranzes: konkav: noben 30/ nunten -36/ nMitte -24 und konvex: noben 30/ nunten -36/ nMitte 24 1/ min. Die Kraft in der Hauptlast beträgt 38 daN und die Schärfzeit pro Drehrichtung 25 s, wovon jeweils die ersten 5 s mit KSS versorgt werden. Es werden Verschleiß vom Schärfring sowie der unteren Schleifscheibe erfasst – letzterer nach dem Schärfen und nach dem Schleifen.
Zunächst werden Schleifscheiben untersucht mit der Spezifikation 4D 76 X 18 V8318-40 und geschlossenem Layout, welche mit 57C 220 I 5 V59 geschärft werden (Abbildung 4, links). Zum Abstumpfen werden Bauteile aus Aluminiumoxidkeramik (Abbildung 4, rechts) bearbeitet. Die vorgegebene Abtragsrate beträgt 100 µm / min bei einer Zustellung pro Lauf von 200 µm. Dabei entsprechen 9 Bauteile 20 x 20 mm² aus ALOTEC92 pro Läufer bei Einsatz von 5 Läufern einer Materialbelegung von 22,4 %. Drehzahlen der Hauptlast betragen dabei in Umdrehung pro min noben 200; nunten -200 und nMitte 20 und die Startschleifkraft in der Hauptlast 30 daN. Die Abtragsrate ist mit 100 µm/min vorgegeben bei einer Zustellung pro Lauf von 200 µm. Die Schleifkraft wird beim Abstumpfen der Schleifscheiben automatisch erhöht, um die Abtragsratenvorgabe einzuhalten. Dabei werden so viele Läufe gefahren bis die Maximalkraft von 250 daN erreicht wird, damit ist der gleichmäßig abgestumpfte Schleifbelag sichergestellt. Dabei werden in jedem Versuch die Prozesslaufzeiten, -Kräfte tatsächlichen Abtragsraten und Schleifscheibenverschleiß dokumentiert.
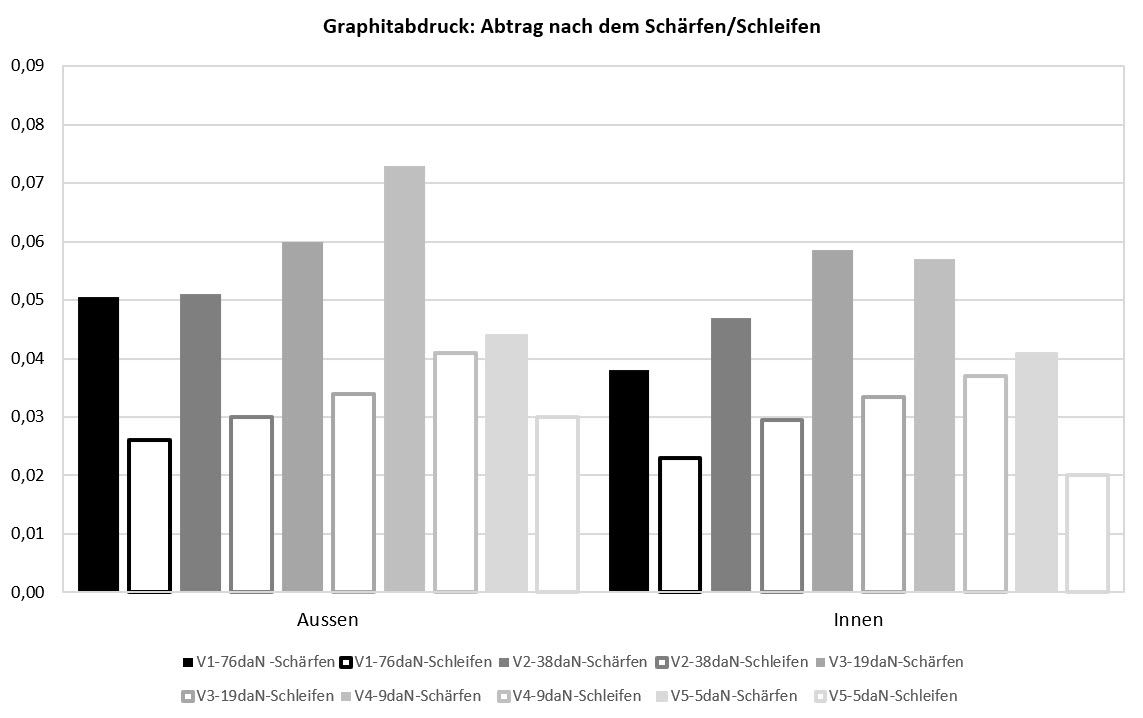
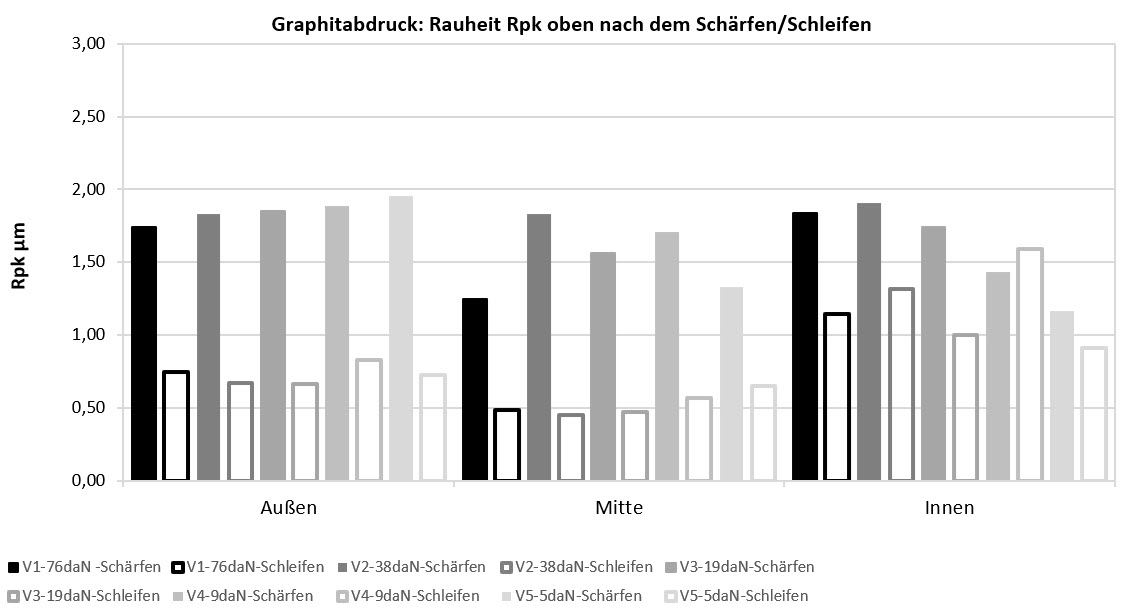
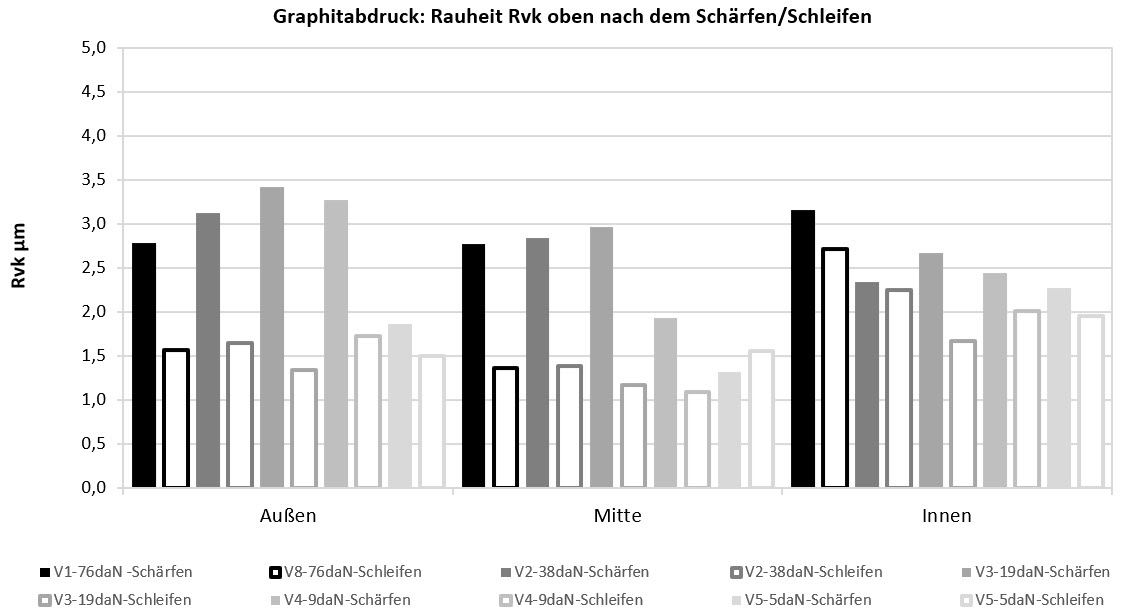
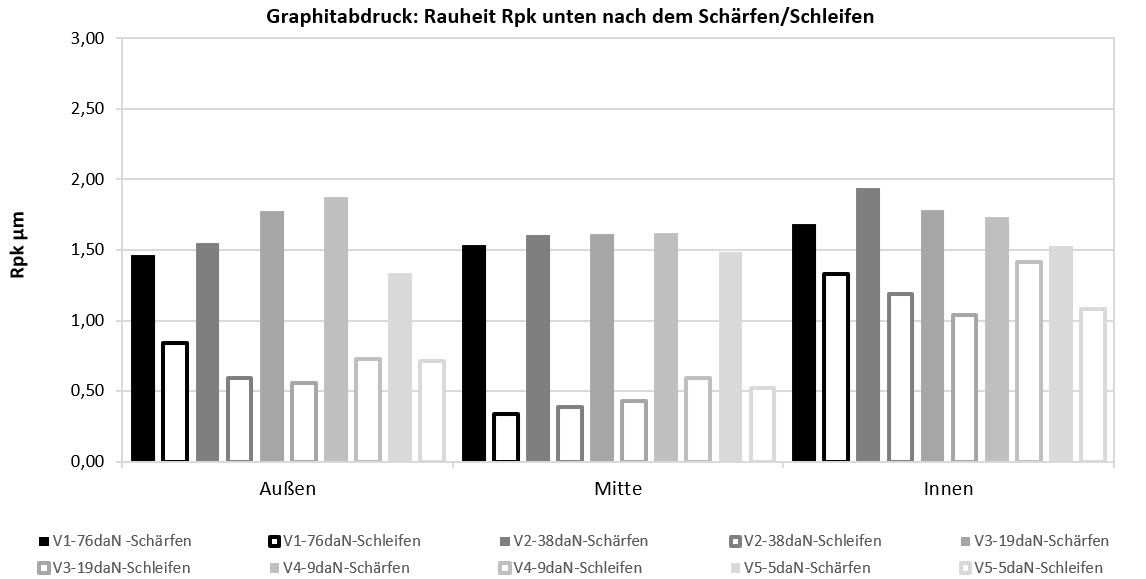
Bei den Aluminiumoxidplatten entsteht die Rauheit maßgeblich durch die grobe Materialstruktur und ist unabhängig vom Schärfegrad, weshalb hier auf die Auswertung der Bauteilrauheiten verzichtet wird. Selbst mit dem stumpfen Werkzeug wird hier ein Ra von > 0,5 µm und Rz von > 5 µm erzielt. Um den Schärfegrad bei verschiedenen Prozessvariationen zu erfassen wird ein Verfahren mittels Grafitabdruck eingeführt. Es wurden mittels 3D-Druck Haltevorrichtungen für Grafitstücke erstellt. Diese Grafitstücke bilden bei Bearbeitung durch Ober- und Unterscheibe die produzierte Hüllkurve der Schleifscheibentopographie als Rauheit ab.
Ergebnisse
Zunächst wurde ausgehend vom beschriebenen Standardschärfprozess der Druck variiert. Höherer Druck bedeutet anhand der Rauheiten nicht automatisch schärfere Scheibe. Der Abtrag am Grafit bestätigt dies (Abbildung 3).

Hinsichtlich Gesamtabtragshöhe unterscheiden sich die Schleifprozesse nach der Variation des Druckes beim Schärfen kaum, jedoch ist hinsichtlich des Verschleißes der Werkzeuge ein Unterschied von mehr als Faktor 3 erkennbar (Abbildung 8 -10).
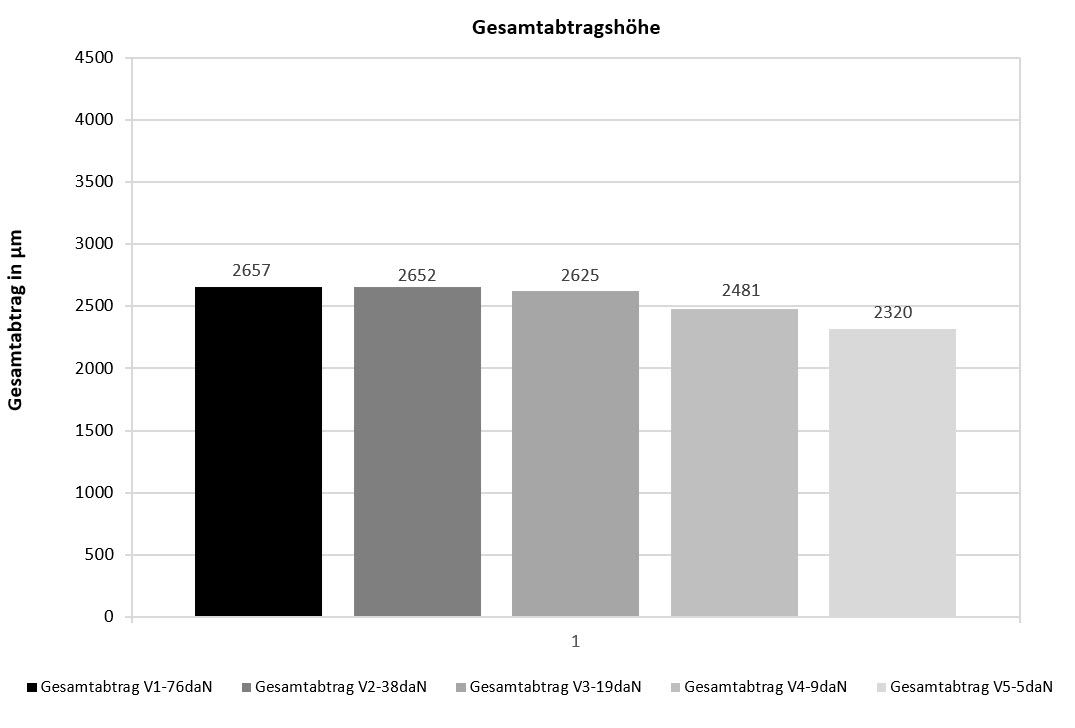
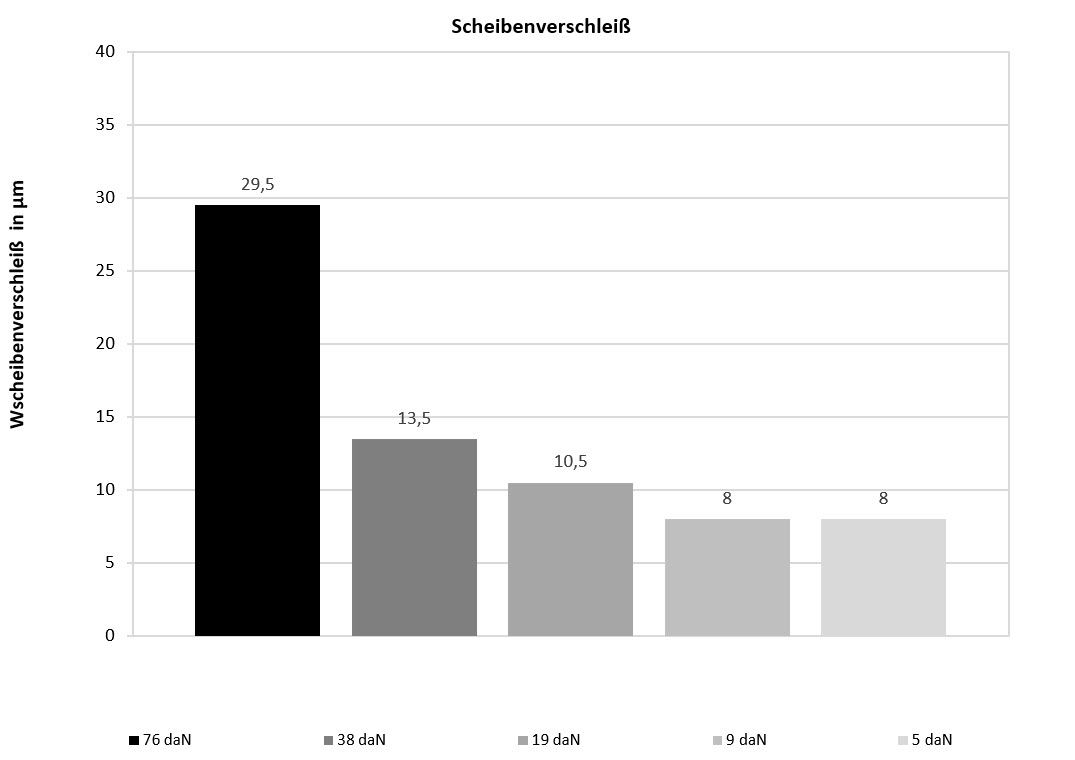
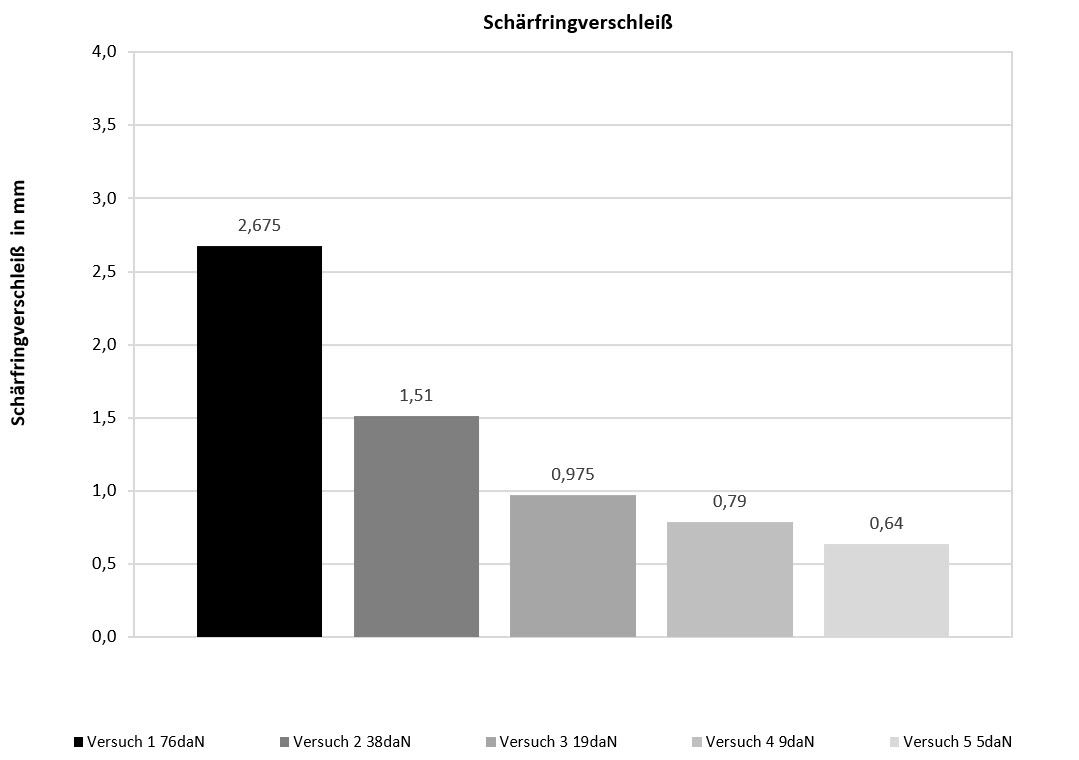
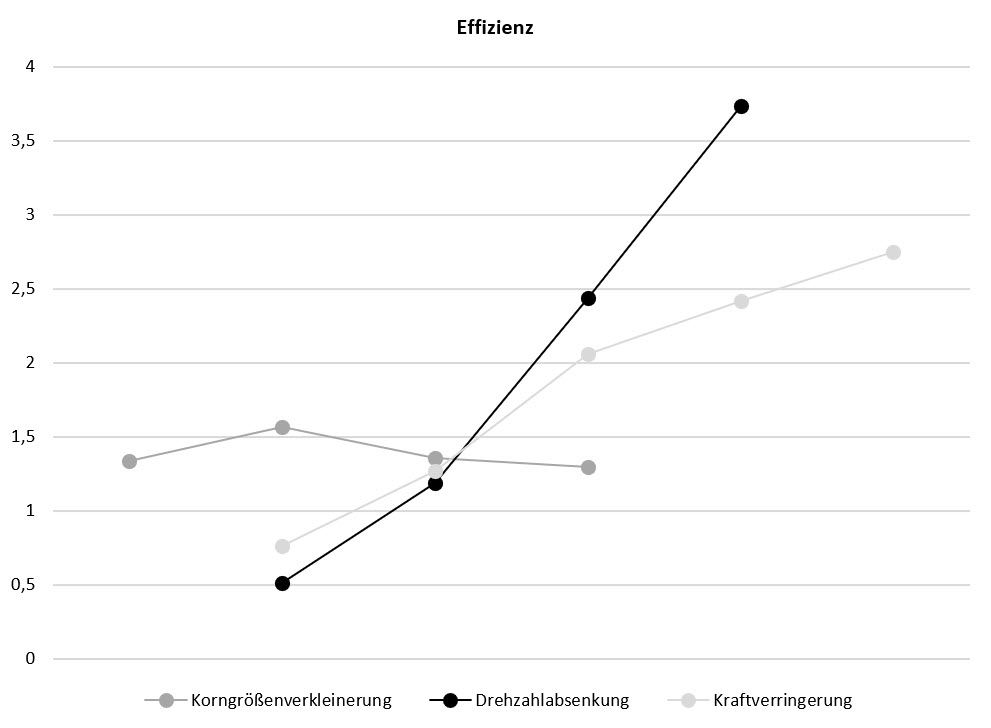
Abbildung 10a
Effizienz über verschiedene Parametervariationen sowie mögliche Ladungszahl und benötigte Schärfringsätze
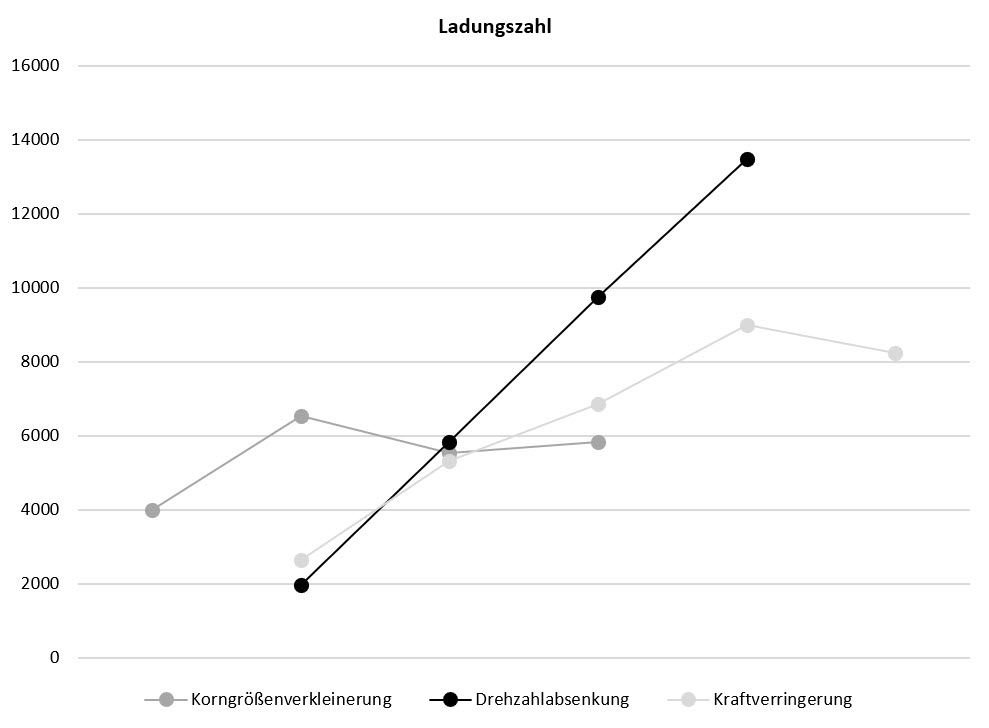
Abbildung 11
Effizienz über verschiedene Parametervariationen sowie mögliche Ladungszahl und benötigte Schärfringsätze
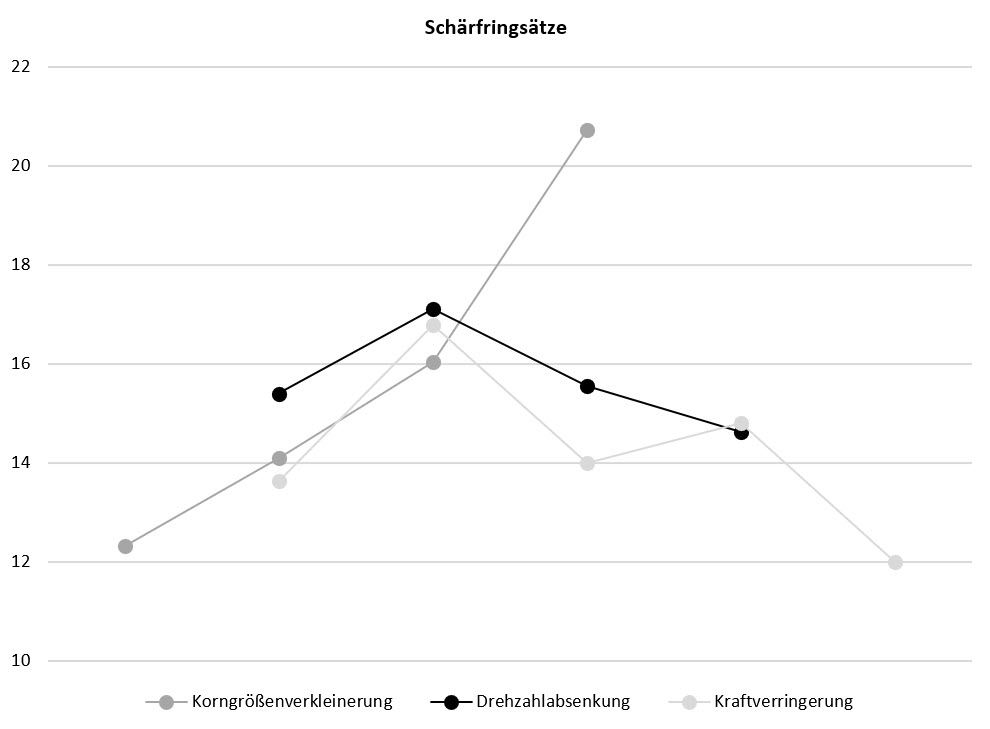
Abbildung 12
Effizienz über verschiedene Parametervariationen sowie mögliche Ladungszahl und benötigte Schärfringsätze
In den durchgeführten Versuchen zum Doppelseitenplanschleifen wurde der Einfluss des Drucks auf den Schärfprozess untersucht. Dabei zeigte sich, dass ein höherer Druck nicht automatisch zu einer schärferen Schleifscheibe führt, wie die Rauheitsmessungen am Grafit belegten. Der Abtrag am Grafit bestätigte diese Erkenntnis, da der Druck die Schleifleistung nicht signifikant steigerte, obwohl sich die Topographie der Schleifscheibe veränderte. Insbesondere zeigte sich, dass der äußere Bereich der Schleifscheibe stärker abstumpfte als der innere Bereich, was zu einer ungleichmäßigen Abnutzung führte. Nach dem Schärfen war die Schleifscheibe rauer als nach dem Schleifen.
Die Untersuchung der Gesamtabtragshöhe und des Verschleißes ergab, dass der Druck die Gesamtabtragshöhe nur minimal beeinflusste, jedoch den Verschleiß der Werkzeuge um mehr als den Faktor 3 erhöhte. Um die Prozesseffizienz zu bewerten, wurde der G-Wert eingeführt, der das Verhältnis des geschliffenen Werkstückvolumens zum Schleifscheibenverschleiß misst. Hohe G-Werte deuten auf eine lange Lebensdauer der Werkzeuge hin.
Neben dem Druck wurden auch Drehzahlen und Schärfkorngrößen variiert. Die Ergebnisse zeigten, dass eine Reduzierung des Drucks und der Drehzahlen die Effizienz des Prozesses steigert, während Änderungen in der Korngröße nur bei starken Abweichungen signifikante Effekte hatten. Diese Anpassungen beeinflussten direkt die Lebensdauer eines Schleifscheibensatzes und die Anzahl der benötigten Schärfringe.
Zusammenfassend lässt sich sagen, dass für eine optimale Effizienz beim Doppelseitenplanschleifen nicht der Standardprozess beibehalten werden sollte, sondern eine gezielte Anpassung der Prozessparameter, wie Druck und Drehzahl, sinnvoll ist, um die Werkzeuglebensdauer zu verlängern und die Gesamtprozesseffizienz zu verbessern.
Krebs & Riedel
Beim Doppelseiten-Planschleifen mit Planetenkinematik ist Krebs & Riedel spezialisiert auf die Bearbeitung von superharten Werkstoffen wie Al2O3, Glas und Saphir, Keramik (SiC, SiN), Mischkeramik und Wolframkarbid mit keramisch gebundenem Diamant sowie Stahl und Metalllegierungen mit keramisch gebundenem CBN. Krebs & Riedel hat neue Feinkornspezifikationen für das Schleifen großflächiger Oberflächen im Nanometerbereich mit hohen Abtragsraten entwickelt. Das Unternehmen bietet neben der Lieferung von Schleifscheiben auch maßgeschneiderte Schärfringe sowie eine technologische Betreuung weltweit an, um die Effizienz und Lebensdauer der Werkzeuge beim Kunden zu optimieren.
