Präzisionsdrehen von gehärteten HRSA-Werkstoffen
Zwei neue Drehsorten optimieren Zerspanung warmfester Superlegierungen
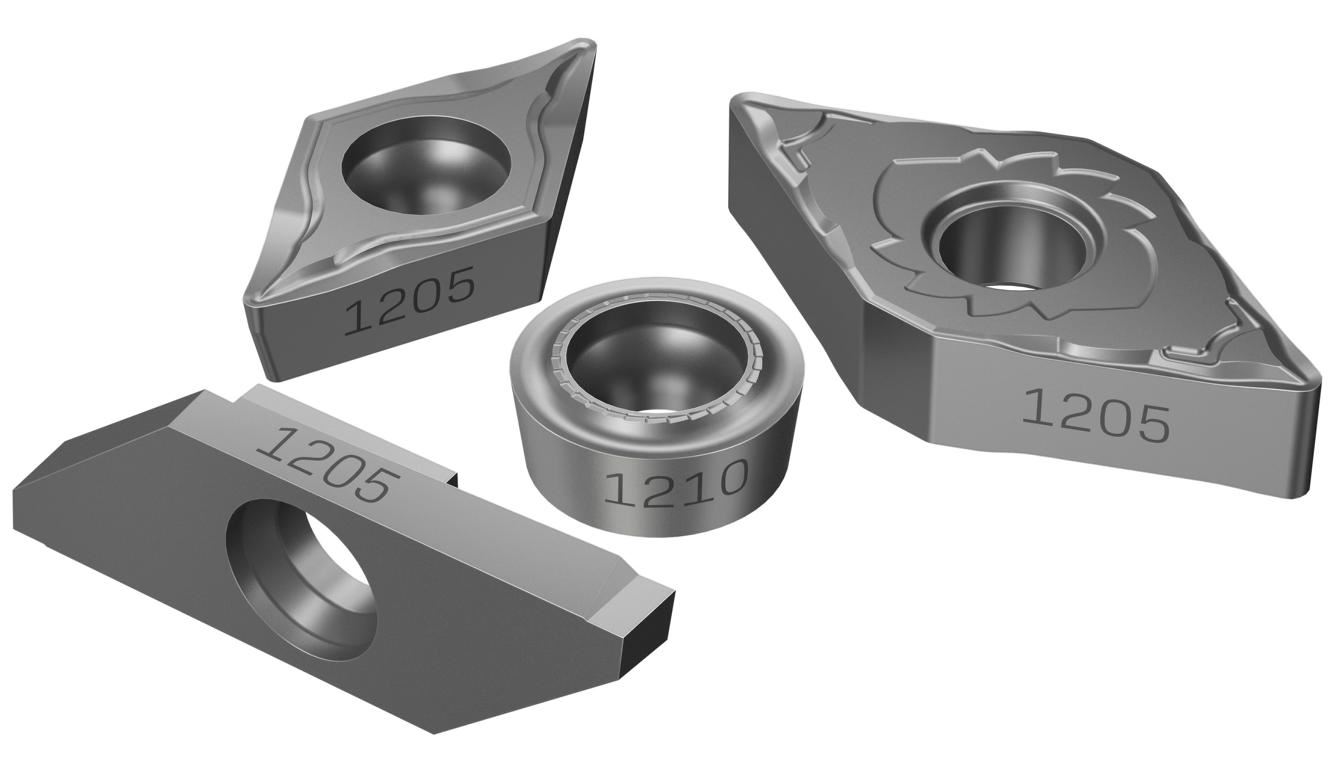
Sandvik Coromant hat mit GC1205 und GC1210 zwei neue PVD-Drehsorten auf den Markt gebracht, die eine prozesssichere und hochpräzise Drehbearbeitung von gehärteten HRSA-Werkstoffen auf Nickelbasis ermöglichen.
Beim Drehen von Triebwerksteilen werden hohe Anforderungen an die Oberflächen gestellt. Mit den neuen Sorten GC1205 und GC1210 sind diese nicht mehr schwer zu erreichen. Zusammen decken die neuen Sorten ein breites Anwendungsspektrum in der Endbearbeitung (LSM) und Zwischenbearbeitung (ISM) ab.
Die hohe Zerspanungsleistung der neuen Sorten für HRSA-Werkstoffe ist auf mehrere Schlüsseleigenschaften zurückzuführen. Ein neues, hartes und feinkörniges Substrat, die neueste PVD-Beschichtungstechnologie und eine optimierte Kantenfestigkeit sorgen für eine höhere Beständigkeit gegen Freiflächen- und Kolkverschleiß, eine höhere Schneidkantensicherheit und weniger Ausbrüche.
„Unsere Kunden können mit GC1205-Wendeschneidplatten höhere Schnittgeschwindigkeiten und mit GC1210-Wendeschneidplatten längere Standzeiten erzielen. Außerdem wird eine konstante und vorhersagbare Werkzeugstandzeit gewährleistet und gleichzeitig die Oberflächengüte erreicht, die für kritische Bauteile in der Luftfahrtindustrie erforderlich ist“, erklärt Martin Saunders, Global Product Application Specialist für Drehen bei Sandvik Coromant.
Typische Bauteile für Flugzeugtriebwerke, die mit diesen Sorten bearbeitet werden können, sind Gasturbinenscheiben, Gehäuse, Blisks, Verdichterläufer, Wellen und Schaufeln. Aber auch für anspruchsvolle Anwendungen wie Turbinen zur Stromerzeugung und medizinische Implantate aus Kobalt-Chrom sind diese Sorten eine gute Wahl. Martin Saunders fügt hinzu: „Wir wissen, dass die Anwendungsbereiche für S05 und S15 sehr anspruchsvoll und wettbewerbsintensiv sind. Die Einführung der beiden neuen Sorten bietet die Möglichkeit, die Schnittdaten zu erhöhen und gleichzeitig die Werkzeugstandzeit zu verlängern, insbesondere bei der End- und Zwischenbearbeitung von Komponenten für die Luft- und Raumfahrt und die Medizintechnik.“
Die beiden neuen Sorten ergänzen sich durch eine große Überlappung im Sortiment. GC1205 ist eine Schlichtsorte für bearbeitete Oberflächen in der Endbearbeitung und für Anwendungen in der Zwischenbearbeitung. GC1210 ergänzt GC1205, wenn eine höhere Zähigkeit erforderlich ist, und wird hauptsächlich in der Zwischenbearbeitung für unbearbeitete Oberflächen eingesetzt.
