Kleinste Bohrungen für zuverlässige Verbindungen
BLUM-Messsysteme bei Amphenol Precision Optics GmbH
Ob Lasertechnik für Medizin, Defense oder Datenübertragung in den Bereichen Infrastruktur und Sensorik – die faseroptischen Komponenten der Amphenol Precision Optics GmbH sind das zentrale Verbindungsglied. Dabei kommt es auf höchste Präzision an: Die Steckverbinder des Unternehmens müssen unglaublich präzise sein, denn die Enden der beiden, jeweils neun Mikrometer dicken Lichtwellenleiter (LWL) müssen genau aufeinander zum Liegen kommen, damit die volle Übertragungsleistung erreicht wird. Die Amphenol Precision Optics GmbH vertraut bei der Fertigung auf Lasermesssysteme und Messtaster von Blum-Novotest.


Amphenol Precision Optics GmbH gehört zu den führenden Anbietern von faseroptischer Verbindungstechnik in Europa. In der Medizintechnik finden beispielsweise FSMA-Steckverbinder insbesondere in Laseranwendungen Verwendung. Sie ermöglichen eine zuverlässige Übertragung der Laserstrahlung für diagnostische und therapeutische Verfahren.
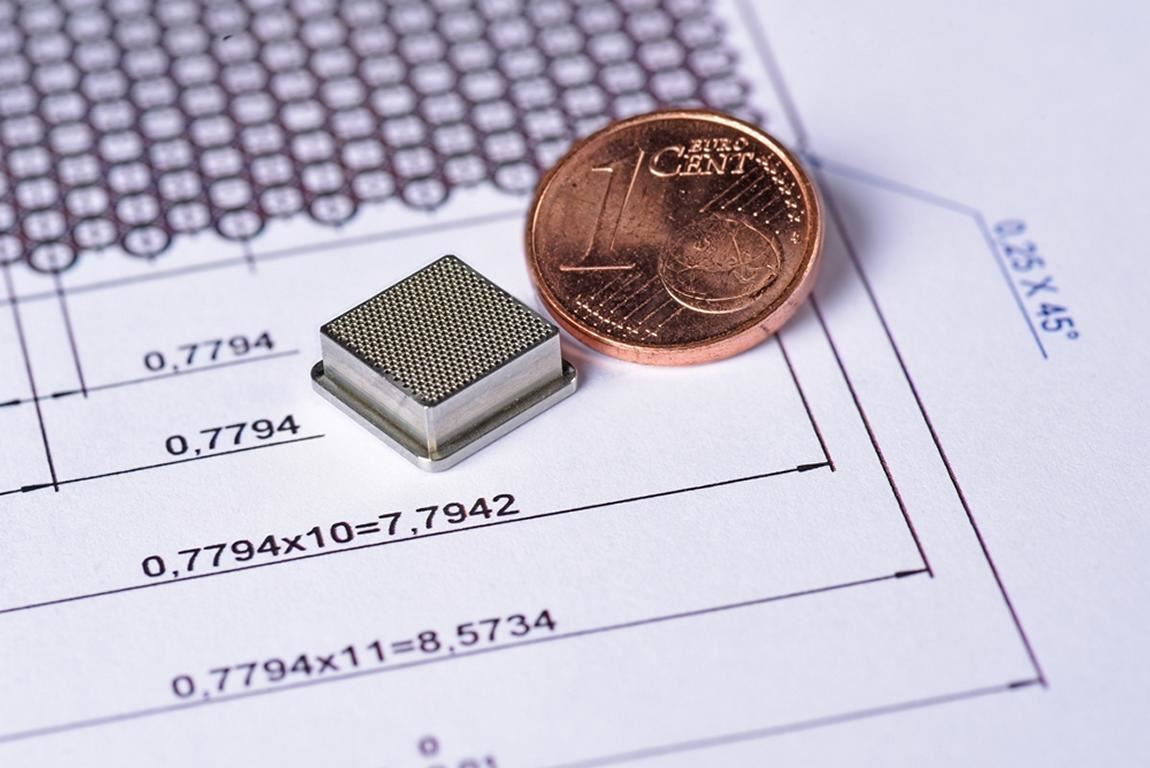
Zum Produktspektrum gehören auch Fiber Arrays mit einer Stirnfläche von 10 x 10 Millimetern, auf denen 440 Bohrungen eingebracht sind.

Das Lasermesssystem Micro Compact NT wird auf einer Maschine von Fehlmann eingesetzt.
Ein weiterer großer Schritt fand 2009 statt: Das Unternehmen bezog eine neu errichtete Produktions- und Verwaltungsstätte in Sinn-Fleisbach. Im Februar 2021 übernahm die US-amerikanische Amphenol Corporation das Unternehmen und benannte es im September 2021 offiziell in Amphenol Precision Optics GmbH um. Heute zählt Amphenol Precision Optics GmbH zu den führenden Anbietern faseroptischer Verbindungstechnik in Europa. Das Unternehmen beschäftigt derzeit etwa 55 Mitarbeiter.
Um die oben beschriebene Präzision beim Aufeinandertreffen zweier Lichtfasern zu erreichen, ist in den Amphenol-Steckverbindern eine etwa 20 Millimeter lange Metallferrule eingelassen, die die Lichtwellenleiterfaser umfassen und positionieren. Die Fertigung dieser Bauteile muss mit höchster Präzision erfolgen: In die zylindrische Ferrule mit einem Außendurchmesser von drei Millimetern wird zentrisch eine Bohrung mit einem Durchmesser zwischen 50 und 620 Mikrometern gebohrt. Die zentrische Toleranz liegt dabei unter zehn Mikrometern.
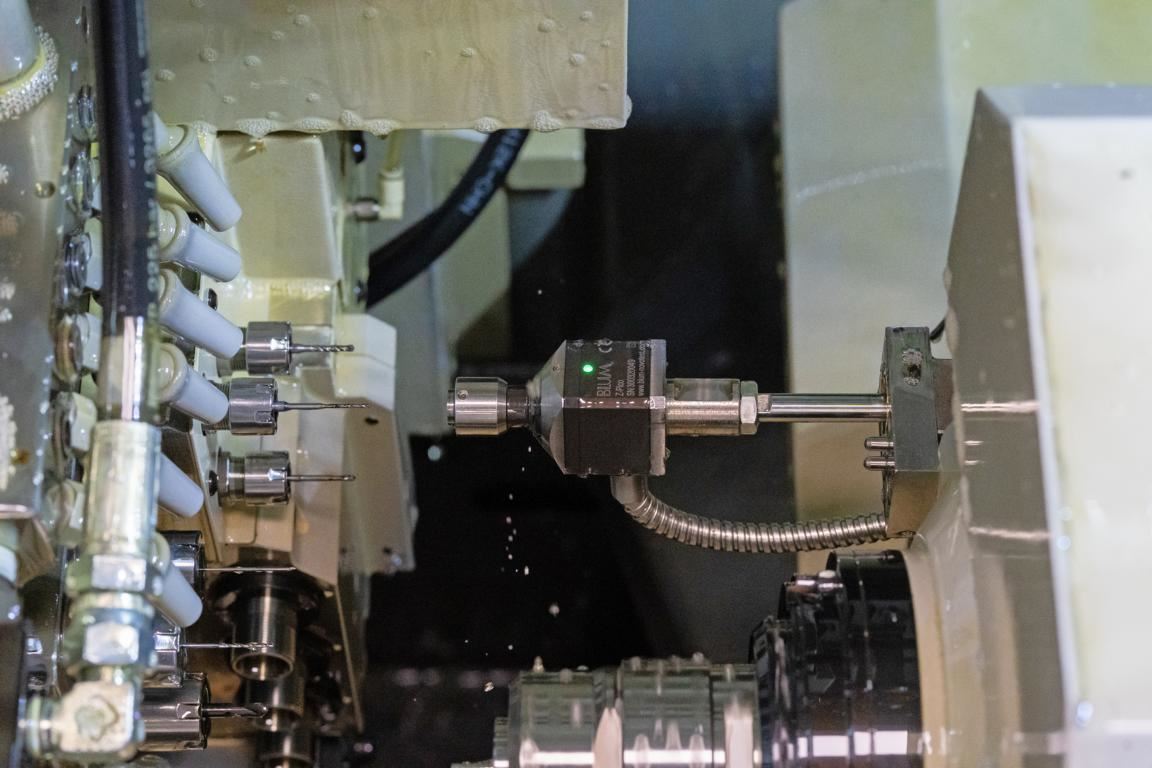
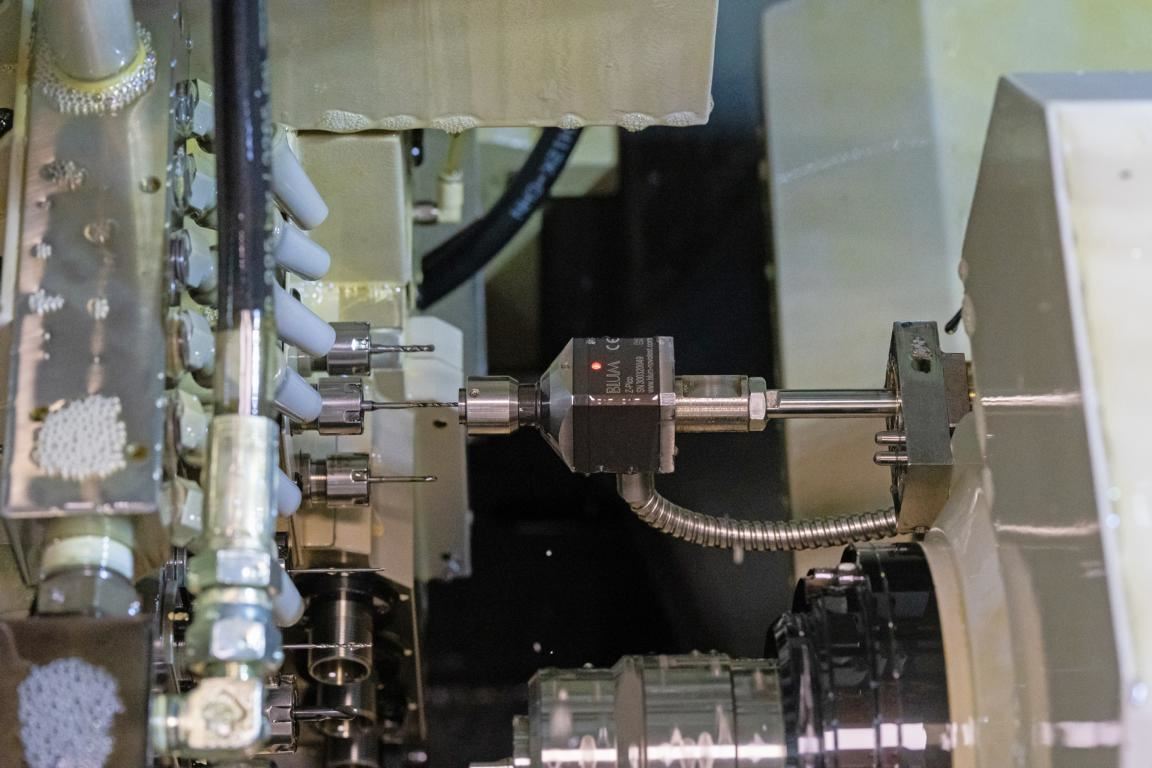
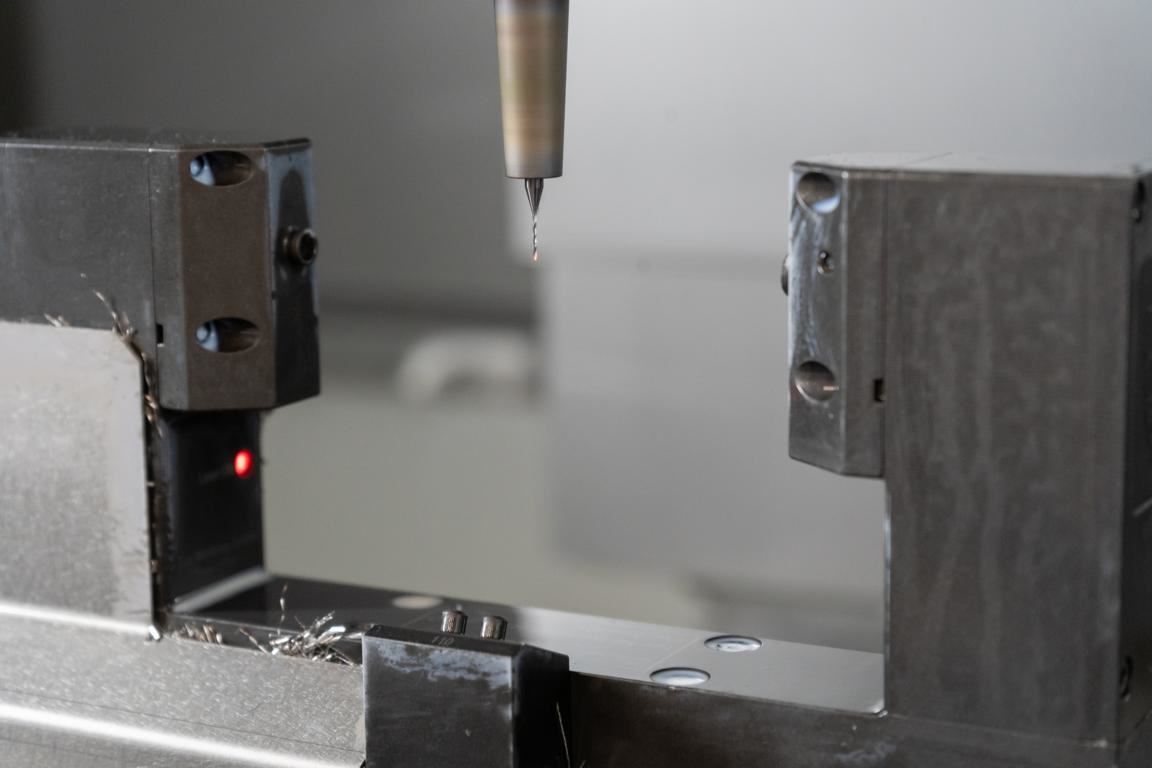
Die Amphenol Precision Optics GmbH setzt Messtechnik von BLUM für die automatisierte Prozessüberwachung in den Dreh- und Fräszentren ein. Mit dem sehr kompakten Werkzeug-Messtaster Z-Pico führen die Experten eine schnelle Werkzeugbruchkontrolle von sehr filigranen Werkzeugen durch.
Die Systeme werden für die initiale Werkzeugvermessung wie auch für die Werkzeugbruchüberwachung eingesetzt.
„Der Durchmesser der Bohrung entspricht der Dicke der Faser plus 5 Mikrometern, damit die Fasern eingeführt werden können“, sagt Christoph Werner, technischer Leiter und Prokurist bei Amphenol Precision Optics. „Wir haben Serienstecker, aber eben auch welche für Sonderfasern, dementsprechend viele dieser hochfeinen Bohrer haben wir im Vorrat. Im meistvertretenen Bereich zwischen 100 und 200 Mikrometern haben wir alle Bohrerabstufungen da.“ Dabei sind diese pro Stück zwischen 60 und 70 Euro teuren Bohrer selbst Präzisionswerkzeuge mit einer Toleranz von bis zu ± 2 Mikrometern.
Bei solch filigranen Werkzeugen ist eine Bruchkontrolle bei automatisiertem Betrieb noch wichtiger als bei anderen, großformatigeren Bearbeitungen. „BLUM-Vertriebsmitarbeiter Peter Schmidt empfahl uns den sehr kompakten BLUM-Werkzeugtaster Z-Pico. Wir hatten jedoch die Befürchtung, dass die hauchfeinen Bohrer beim schnellen Antasten brechen könnten“, blickt Werner zurück. „Deshalb gaben wir Herrn Schmidt einige Bohrer mit 127 Mikrometern im Durchmesser mit, damit die Techniker von BLUM dies vor der Installation testen konnten. Wir waren sehr erstaunt, als er mit einer positiven Aussage zurückkam und können seither mit dem Z-Pico-Taster auf unseren Drehzentren alle Werkzeuge kontrollieren.“
Auf einem Fräszentrum läuft seit 2003 ein Lasermesssystem von BLUM und verrichtet zuverlässig seinen Dienst.
Den aktuell für Amphenol zuständigen Vertriebstechniker Alexander Koppe wundert das wenig: „Das Funktionsprinzip mit Linearführung im Z-Pico ist absolut frei von Querkräften und ermöglicht somit die Messung von sehr kleinen, empfindlichen oder langen Werkzeugen. Mit dem Gerät können Werkzeuge ab einem Durchmesser von 0,05 mm – abhängig von Werkzeuggeometrie und Material – gemessen werden.“
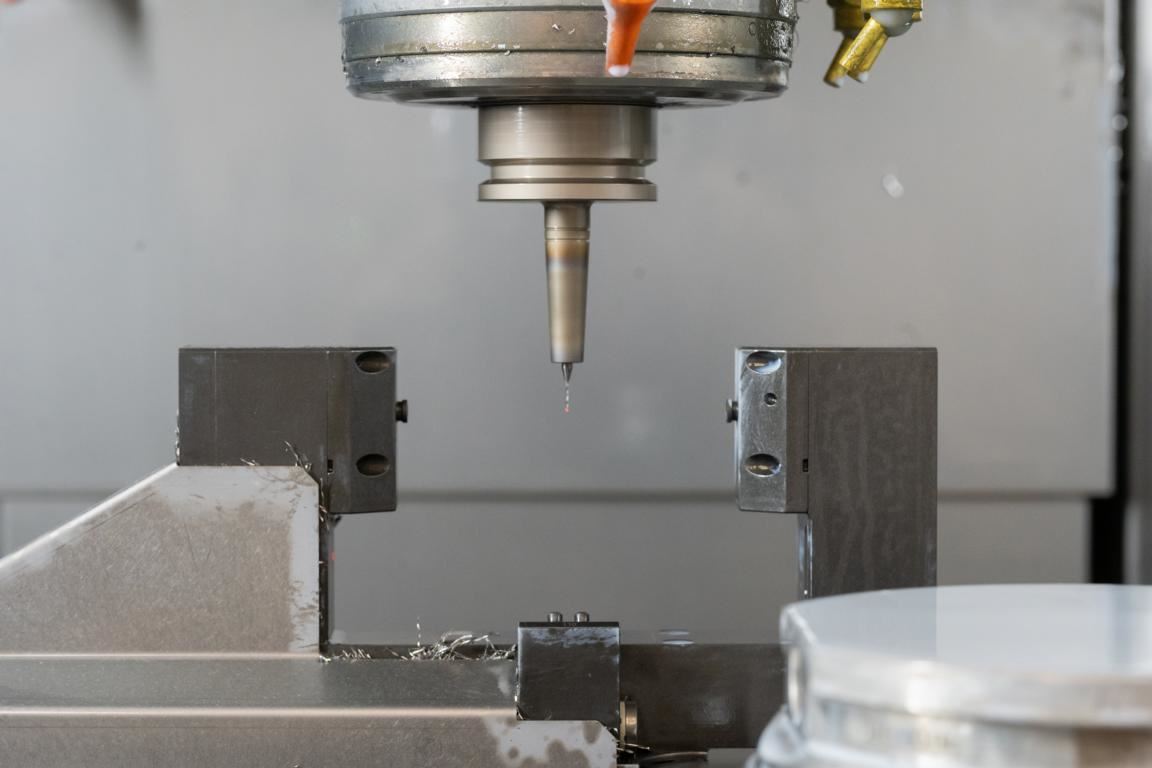
Einige Fräszentren bei Amphenol waren anfangs mit einem Messtaster eines anderen Herstellers für die Nullpunkterfassung am Werkstück nach dem Einlegen ausgestattet. „Der machte allerdings Probleme – beim mehrfachen Anfahren des Parallelanschlags streute er um zwei hundertstel Millimeter“, erinnert sich Werner. „Wir haben dann zusammen mit dem Maschinenhersteller einen BLUM Messtaster TC52 getestet, der streute überhaupt nicht. Das muss Eindruck gemacht haben, inzwischen baut der Hersteller Messtaster von BLUM ein.“
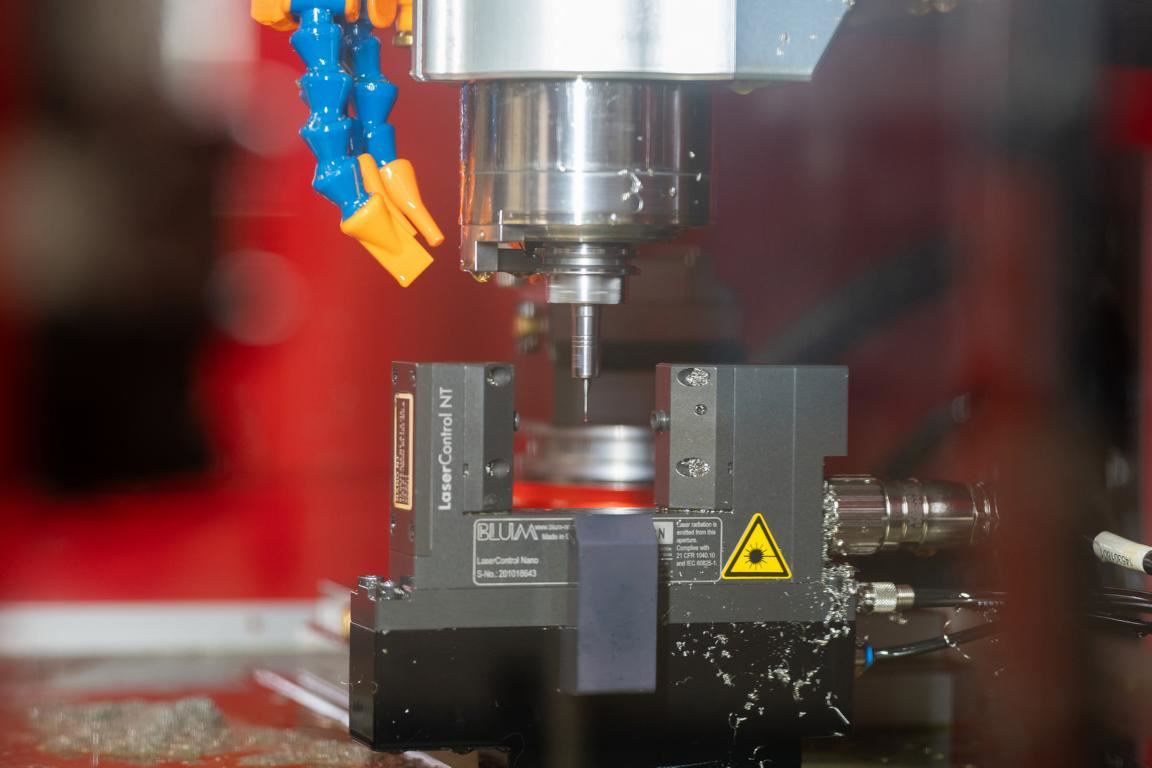
Die hochpräzisen Fräszentren sind zusätzlich mit BLUM-Lasermesssystemen des Typs Nano NT ausgestattet. Eine kontinuierliche Überwachung auf Werkzeugbruch und -verschleiß der Mikrowerkzeuge ist wichtig für einen sicheren Zerspanungsprozess.

Nachdem der Messtaster eines anderen Herstellers keine zuverlässigen Messergebnisse lieferte, hat man sich bei Amphenol für den Infrarot-Messtaster TC52 von BLUM entschieden.
Werner erläutert: „Wir haben Aufträge, bei denen wir Fiber Arrays bohren. In jedes Array bringen wir auf einer Stirnfläche von 10 x 10 Millimetern 440 Bohrungen ein. Der Bohrer hat 420 Mikrometer im Durchmesser, die Durchmessertoleranz liegt bei ± 5 Mikrometern und in einer Aufspannung haben wir bis zu 4 Arrays auf der Maschine. Die Laufzeit liegt bei fünf bis sechs Stunden. Da lohnt es sich, Bohrerdurchmesser und Verschleiß gut im Auge zu behalten. Das ist mit den BLUM-Lasermesssystemen schnell und effizient bei Bearbeitungsdrehzahl möglich.“
Fiber Arrays werden beispielsweise in astronomischen Instrumenten eingesetzt. Hierbei werden Glasfasern in die Arrays eingebracht und fixiert, bevor diese in Teleskopen verbaut werden. Die Fasern ermöglichen die präzise Erfassung des Lichts von Himmelsobjekten sowie dessen verlustarme Weiterleitung an Spektrografen.
„Wir können ohne die Messsysteme nicht produzieren. Die BLUM-Produkte funktionieren einfach, egal ob wir – wie auf den Fräszentren – unter Öl arbeiten oder wie auf den Langdrehern unter Kühlschmiermittel“, hebt Werner den Stellenwert der BLUM-Messtechnik hervor. „Wir haben auf einer Maschine einen Z-Pico seit 2011 im Einsatz und messen nach jeder Mikrobohrung – der Werkzeugtaster funktioniert immer noch wie am ersten Tag. Auf einem Fräszentrum läuft seit 2003 ein Lasermesssystem, das ist ebenfalls noch das erste System.“
Auch die Zusammenarbeit mit BLUM lobt der technische Leiter: „Wir können immer anrufen, haben langjährige Ansprechpartner, die wissen, wie wir die Produkte nutzen und bekommen schnelle, kooperative und konstruktive Antworten. Für eine Anwendung benötigten wir einen Sonderzyklus – BLUM hatte eine Lösung und unterstützt uns auch bei anderen Nicht-Standardaufgaben.“
„Bei neuen Projekten ist BLUM gesetzt“, gibt sich Christoph Werner sicher, „wir sind gerade dabei, eine neue automatisierte Mikropräzisions-Fräszelle zu kaufen, da kommen ein Lasermesssystem LC54-DIGILOG und ein Messtaster TC52 rein und die Software LC-VISION drauf.“
Werner schaut in die Zukunft: „Die Toleranzen werden immer enger und die Kunden immer anspruchsvoller. Manche Kunden suchen unter dem Mikroskop nach Verschmutzungen. Zudem müssen wir uns ständig verbessern und automatisieren, um wirtschaftlich produzieren zu können. Da sind die hochpräzisen und zuverlässigen Messtaster und Lasermesssysteme von BLUM unverzichtbar, um eine gleichbleibende Qualität sicherstellen und liefern zu können.“

Christoph Werner, technischer Leiter und Prokurist bei Amphenol Precision Optics GmbH und Marcel Häusler, Mitarbeiter CNC-Fräsabteilung, sind sehr zufrieden mit den BLUM-Lösungen.
Die Messsysteme sind widrigsten Bedingungen ausgesetzt und funktionieren trotz dauerhaftem Einfluss von Öl und Kühlmittel über viele Jahre hinweg.
Über Blum-Novotest:
Die 1968 gegründete Blum-Novotest GmbH mit Sitz in Ravensburg gehört zu den weltweit führenden Herstellern von qualitativ hochwertiger Mess- und Prüftechnologie für die internationale Werkzeugmaschinen-, Luftfahrt- und Automobilindustrie. Das Familienunternehmen beschäftigt heute über 650 Mitarbeiter an insgesamt neun Standorten in Europa sowie in den USA, Mexiko, Brasilien, China, Japan, Taiwan, Singapur, Korea, Indien, Thailand und Vietnam. Zusammen mit eigens geschulten System-Integratoren und regionalen Vertriebsbüros garantiert dieses Vertriebs- und Servicenetzwerk die flächendeckende Unterstützung der sich weltweit im Einsatz befindenden Blum-Produkte.
