Kostenoptimales Fräsen von großen Flugzeug-Strukturteilen
Neue Maßstäbe bei Zerspanungsleistung und Produktivität

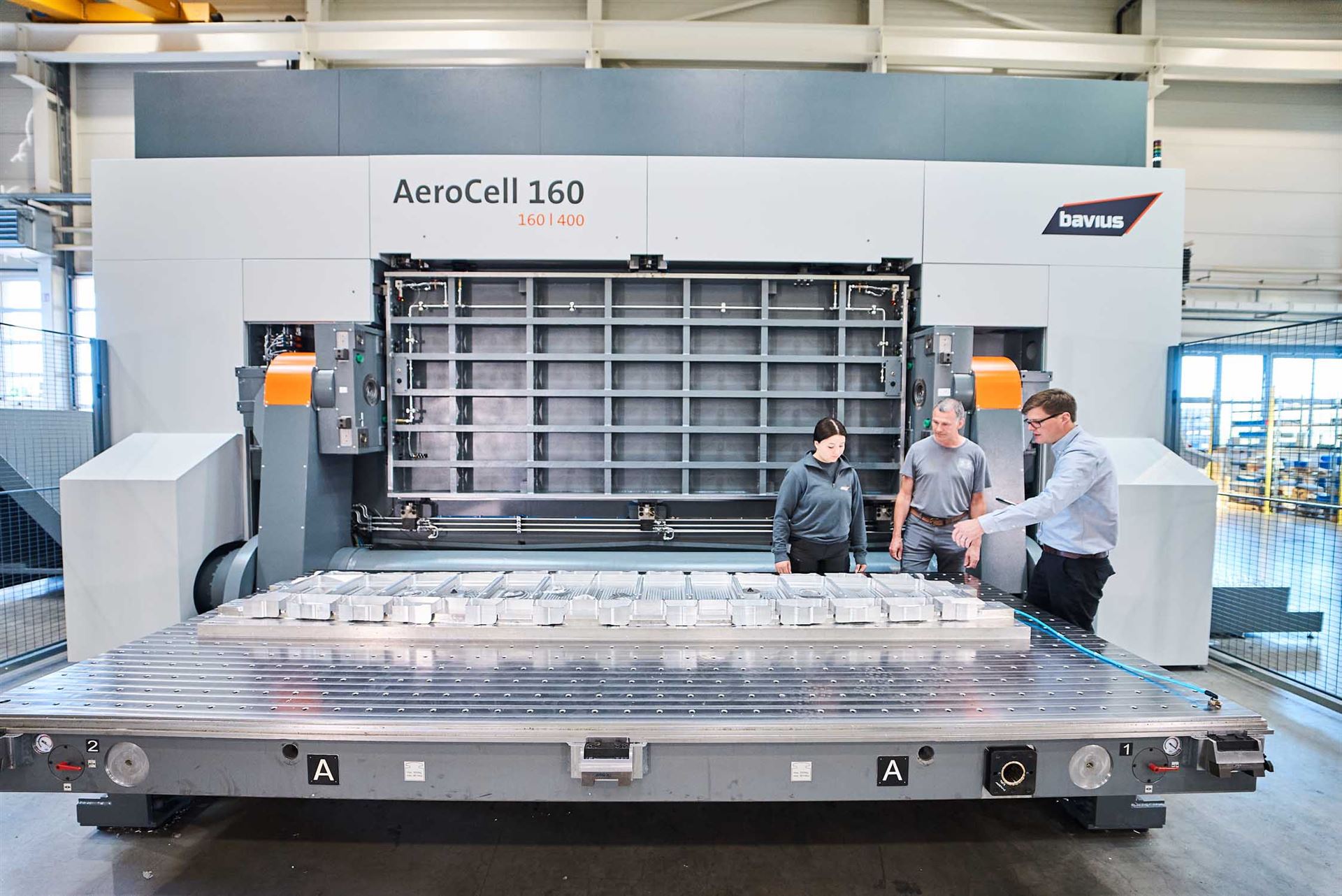
Die neue bavius AeroCell 160 eignet sich besonders für Anwender, die Bauteile mit Abmessungen bis zu 4.000 x 1.600 mm bei bis zu 800 mm Höhe bearbeiten wollen.
Zur Sicherstellung höchstmöglicher Zuverlässigkeit werden tragende Aluminium-Strukturteile von Flugzeugen in der Regel durch Fräsen „aus dem Vollen“ hergestellt. Ausgangsmaterial sind Walzbarren aus hochfesten Aluminiumlegierungen. Bei der Bearbeitung müssen häufig bis zu mehr als 90 % des Rohlings zerspant werden. Diese Hochvolumen-Zerspanung bedingt ganz besondere Herausforderungen an die hierfür eingesetzten Werkzeugmaschinen. Das neue 5-Achs Horizontal-CNC-Bearbeitungszentrum bavius AeroCell 160 kann solche Aufgaben mit besonders hoher Effizienz und Wirtschaftlichkeit durchführen.
Passagierflugzeuge werden in mittleren bis größeren Stückzahlen über Zeiträume von Jahrzehnten hergestellt. Die Anforderungen an die Sicherheit der Fertigung sind enorm, da die Flugzeughersteller alles tun, um das Risiko von Defekten an den Teilen soweit wie irgend möglich auszuschließen. Dies ist auch der Grund für die hohen Zerspanungsanteile von bis zu 95 % der in Flugzeugen verbauten Strukturteile. Aufgrund des Restrisikos von nicht erkannten Fehlern in Komponenten, die durch Gießen oder Schweißen erzeugt wurden, sind als Ausgangsmaterial nur Walzbarren zugelassen.
Die hohen Kosten werden im Interesse der Flugsicherheit in Kauf genommen. Da es sich vielfach um sehr große Bauteile handelt, sind die Fräszeiten vergleichsweise hoch. Deshalb wurde die neueste bavius-Maschine, die AeroCell 160, bis ins Detail für möglichst hohe Produktivität ausgelegt. Sie eignet sich besonders für Anwender, die Bauteile mit Abmessungen bis zu 4.000 x 1.600 mm und bis zu 800 mm Höhe bearbeiten wollen, ohne dabei ihr Investitionsbudget zu sehr zu strapazieren.
Außerordentliche Zerspanungsleistungen
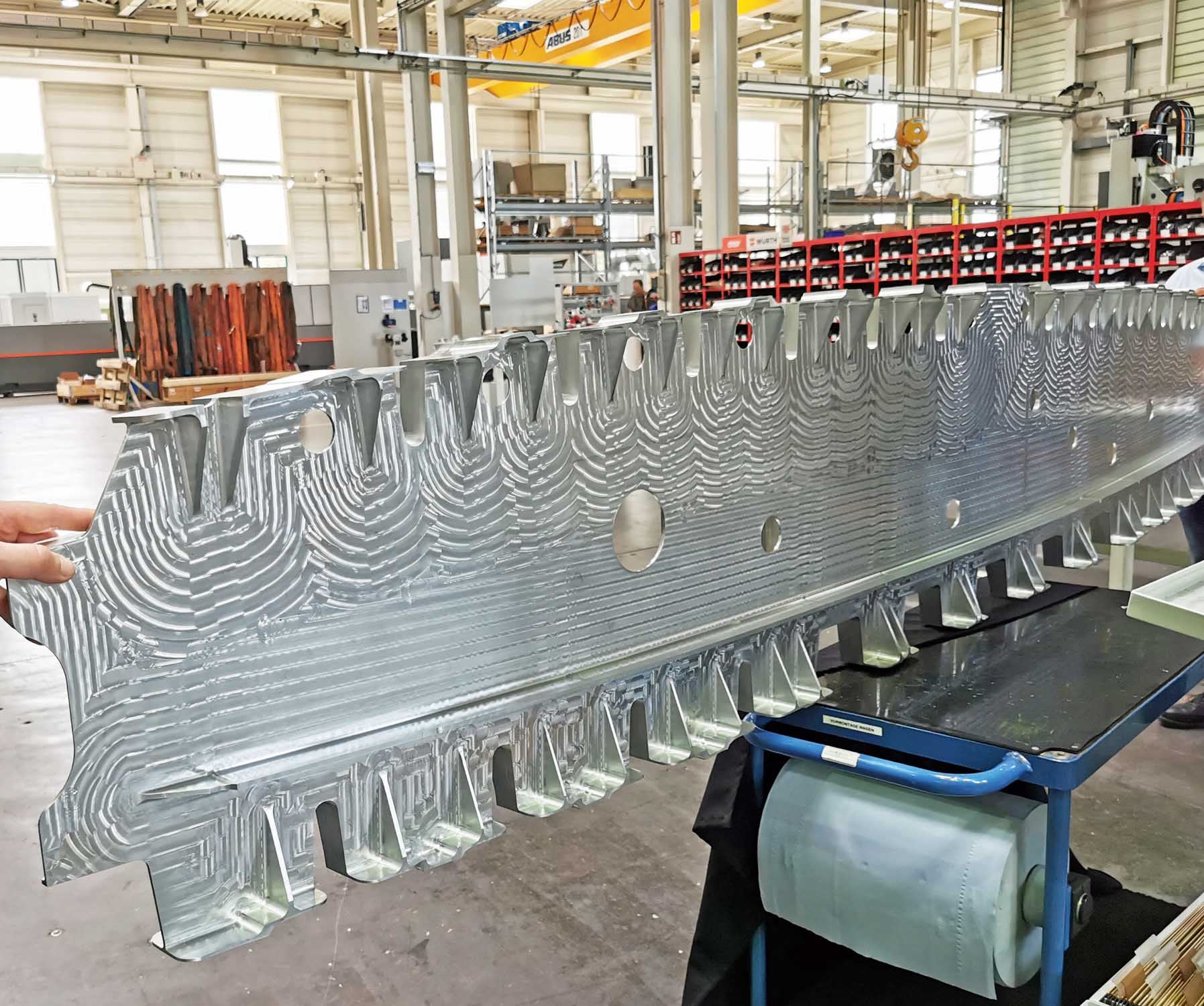
Diese Flügelrippe aus AL 7075 für ein Großraumflugzeug wiegt bei Abmessungen von 3.600 x 600 x 100 mm gerade noch 30 kg von ursprünglich 600 kg. Die Wanddicken liegen zwischen 1,6 und 4 mm.
„Um bei der Zerspanung Höchstleistungen bieten zu können, haben wir die Technologie unserer Gabel-Fräsköpfe selbst entwickelt“, sagt Werner Zell von der Abteilung Mechanische Konstruktion. In der neuen AeroCell 160 arbeitet im bavius Fräskopf bmh 3 die grundlegend optimierte und leistungsstärkere neue Hochleistungsspindel der Firma Fischer mit bis zu 30.000 UPM und einer Leistung von bis zu 140 KW. Sie ermöglicht im S6-Betrieb Zerspanungsraten von bis zu 20,6 l/min und im S1-Betrieb bis zu 16,7 l/min.
Hohe Zerspanungsleistungen setzen aber auch eine entsprechende Dynamik der Maschine voraus: So erreichen die drei Hauptachsen Verfahrgeschwindigkeiten von bis zu 70 m/min und Beschleunigungen bis 7 m/s2. Noch entscheidender ist jedoch der besonders hohe „Ruck“ der Antriebstechnik und die Fähigkeit des Maschinenkonzepts, diesen zu ermöglichen. Der Ruck sorgt dafür, dass das Fräswerkzeug bei Richtungsänderungen in kürzester Zeit wieder auf volle Bahngeschwindigkeit kommt. Dies ist insbesondere dann bedeutsam, wenn das Bauteil viele Taschen aufweist. Auch darüber hinaus habe man bei der Maschine für möglichst geringe Nebenzeiten gesorgt, beispielsweise durch einen sehr schnellen Werkzeugwechsler, der Span-zu-Span-Zeiten von nur 10 Sekunden ermöglicht. Eine zusätzliche Variante ist ein Tausch der Werkzeugaufnahme der Spindel von HSK-A63/80 gegen HSK-A100. Das Werkzeugmagazin ist außerdem von 103 auf 240 Plätze erweiterbar.
Natürlich ist die AeroCell 160 mit der neuesten Steuerungsgeneration Sinumerik ONE von Siemens ausgestattet, mit allen bekannten Vorteilen auch im Hinblick auf Digitalisierung. So erleichtert der Digitale Zwilling bavius und seinen Kunden das Simulieren und Vorbereiten der Serienproduktion.
Die Wärme muss raus

Die horizontal, statt herkömmlich vertikal, erfolgende Bearbeitung bewirkt, dass die Späne samt der darin enthaltenen Wärme nicht in den Taschen des Werkstücks verbleiben, sondern nach unten fallen.
„Bei derartig hohen Zerspanungsleistungen muss die Abfuhr der in der Maschine entwickelten Wärme mit besonderer Effizienz erfolgen“, ergänzt Amit Paranjape, Vertriebsleiter bei bavius. Das beginnt bereits mit der Orientierung der Werkstücke, die horizontal statt vertikal bearbeitet werden, damit die Späne samt der darin enthaltenen Wärme nicht in den Taschen des Werkstücks verbleiben, sondern der Schwerkraft folgend nach unten fallen. Dabei hilft zudem ein scharfer KSS-Strahl, der restliche Späne mit bis zu 80 bar aus den Vertiefungen spült.
Darüber hinaus verfügt die gesamte Anlage über ein ausgefeiltes Temperaturmanagement. Dies beginnt bereits bei der Spindel, die über eigene Kühlkanäle sowie über Temperatursensoren in den Wicklungen des Antriebs verfügt. Diese Temperaturmessung ist zugleich Voraussetzung für eine hohe Positioniergenauigkeit von 0,02 mm, unter anderem durch Kompensation der Spindellängung über die CNC-Steuerung. Auch die beiden Rundachsen des Gabelkopfs, die Z-Achse, die sonstigen Hauptkomponenten und das Maschinenbett werden gekühlt.
Da der größte Teil der in der Maschine entstehenden Wärme über die Späne im Kühlschmierstoff landet, wird dieser nach der Rückgewinnung und Filterung intensiv gekühlt. In Kombination mit einer nach thermischen Gesichtspunkten optimierten Maschinenkonstruktion sind dies ideale Voraussetzungen für eine gute Bearbeitungsqualität.
Besonderes Augenmerk galt bei der Konstruktion auch dem Abluftmanagement. Der im Inneren der Anlage entstehende KSS-Nebel wird mit hoher Leistung abgesaugt und mehrstufig gefiltert. Die Filterung ist so effizient, dass die Abluft anschließend in die Maschinenhalle zurückgeführt werden kann.
Optimierung der Hauptzeit beim Werkstückwechsel
„Bei großen Werkstücken kann das Aufspannen und Einmessen oft viel Zeit in Anspruch nehmen“, verrät W. Zell. Deshalb habe man wie auch bei den bewährten Horizontal-Bearbeitungszentren AeroCell 200 mit deren ohnehin einzigartigem Paletten-Wechselsystem viel getan, um diese Aufgaben in die Nebenzeit verlegen zu können. Die Teile werden vor der Maschine auf einer separaten Palette aufgespannt, die sich in bequemer Arbeitshöhe ohne zusätzliche Bühnen oder Stufen befindet und zudem rundherum zugänglich ist.
Nach Beendigung des laufenden Jobs übernimmt die AeroCell die neue Palette mithilfe von zwei Schwenkarmen und platziert diese „Rücken an Rücken“ zur Palette mit dem gerade bearbeiteten Werkstück. Anschließend werden beide Paletten gemeinsam um 180 ° um ihre Längsachse geschwenkt, so dass das fertige Werkstück sich jetzt außen befindet. Während die Maschine bereits nach nur 45 Sekunden schon wieder anfängt zu fräsen, wird die Palette mit dem Fertigteil von der Maschine weggeschwenkt und mit dem Fertigteil nach oben vor der Maschine abgelegt. Anschließend kann neues Rohmaterial aufgespannt werden.
Modulare Automatisierbarkeit
Die Teile werden vor der Maschine auf einer ausgeschwenkten Palette aufgespannt, die sich in bequemer Arbeitshöhe befindet und zudem rundherum zugänglich ist.
„Für die Anwender ist natürlich von Interesse, ob sie ihr Bearbeitungszentrum später beim Hochlauf der Serienfertigung automatisieren können“, erläutert A. Paranjape. Bei Flugzeugen dauere der Vorlauf von den ersten Musterbauteilen bis zur endgültigen Serienzulassung Jahre. Deshalb sei es für sie gut zu wissen, dass sich die zunächst gekaufte Einzelmaschine später problemlos automatisieren und mit weiteren AeroCell 160 Bearbeitungszentren zu einer automatisierten Linie ausbauen lässt. Dabei kann der gesamte Umfang der mit der Einzelmaschine gelieferten Ausstattung weiterverwendet werden.
Bei der Automatisierung wird eng mit dem Kunden zusammengearbeitet, um seine Vorstellungen wie z.B. Palettentransport auf Schienen, Palettenstapelung auf einem Regal sowie die vollständige Verkettung mehrerer Maschinen mit gleichen oder unterschiedlichen Aufgabenstellungen zu realisieren. In einem Regal können Werkstücke nach dem Schruppen zum „Ausruhen“ zwischengelagert werden, um erst nach dem Abbau innerer Spannungszustände zu schlichten. Bei der Verknüpfung mehrerer Fräszentren können einzelnen Maschinen sogar bevorzugt bestimmte Jobs wie Schruppen oder Schlichten zugewiesen werden.
Den innovativen Charakter der bavius Neuentwicklung bestätigt auch die Tatsache, dass Teilfunktionen durch die Universitäten Weingarten und Furtwangen unterstützt wurden, bis hin zu einer Förderung durch ZIM, das Zentrale Innovationsprogramm Mittelstand. „Die AeroCell 160 ist zweifelsohne DIE technologische Neuentwicklung im Weltmarkt und dafür prädestiniert, Erwartungen zu übertreffen“, so A. Walther (Geschäftsführender Gesellschafter).

Stolz auf den jüngsten Zuwachs in der AeroCell-Familie: Konstrukteur Werner Zell (links) und Sales Manager Amit Paranjape.
