Additive Fertigung großvolumiger 3D-Bauteile
Neue Horizonte für Wirtschaftlichkeit, Wertschöpfung und Nachhaltigkeit durch das VFGF-Verfahren

Full-Flight Simulator (FFS) von Reiser Simulation and Training GmbH zur Schulung der Fähigkeiten von Piloten.
Übergroße Kunststoffteile additiv zu fertigen bietet enorme Vorteile für die werkzeuglose Fertigung kleiner und mittlerer Serien. Der Schlüssel dazu ist das VFGF-Verfahren (Variable Fused Granulate Fabrication) von Q.BIG 3D.
Die Reiser Simulation and Training GmbH, Berg bei Starnberg, beauftragte für einen Full-Flight Simulator (FFS) von Hubschraubern, die Murtfeldt Additive Solutions GmbH (Murtfeldt AS) in Kusterdingen mit der Fertigung eines modular aufgebauten Cockpits. Das Cockpit wurde auf einer Queen 1-Anlage von Q.BIG 3D bei Murtfeldt gefertigt.
Die werkzeuglose Fertigung mit einem 3D-Extrusions-Drucker eröffnet Anwendern zeitnahe Time-to-Market-Strategien. Der Entfall der Werkzeugkosten und neue Strategien der Bauteil-Geometrie in der Konstruktion treffen auf extrem kurze Amortisationszeit der Anlagentechnik. Der besondere Clou gegenüber alternativen AM-Strategien, wie FDM-Drucker, ist der Einsatz von handelsüblichen Standard-Granulaten ohne Filamente im 3D-Druck.
Entwicklungsprojekt eines 3D-Cockpits

3D-gefertigte Cockpit-Baugruppe aus Q.mid GF25 in der Gesamtansicht.
Zielsetzung des Entwicklungsprojektes des Helicopter-Cockpits von Reiser bei Murtfeldt AS war es, die bisherigen Limitationen konventioneller Fertigungsstrategien mit einer zeitgemäßen Lasersintern-Strategie (SLS) zu überwinden. So fallen bei klassischen formgebundenen Verfahren, insbesondere bei großvolumigen Bauteilen, hohe Werkzeugkosten verbunden mit langen Vorlaufzeiten an.
Zudem können klassische FDM-Drucker (Fused Deposition Modeling) meist nicht großvolumige 3D-Bauteile fertigen, die Aufbauraten sind unwirtschaftlich und das Material mit Filamenten weist oft einen 7-fach höheren kg-Preis, im Vergleich zu einem 3D-Granulat-Drucker, auf.
Als Lösung bot sich die AM-Fertigung auf einer Queen 1 von Q.BIG 3D an, die bei Murtfeldt AS für übergroße SLS-Bauteile zu Verfügung steht. Die Abwicklung eines solchen Projektes ist nach Auskunft der beteiligten Unternehmen binnen 3 und 6 Monaten möglich.
Aufbau eines modularen Cockpits

Cockpit-Conversion Kit als modularer Aufbau mit hoher Oberflächengüte und hoher Maßhaltigkeit; auch die Spaltmaße an der vollfunktionsfähigen Türe wurden eingehalten.
Das 3D-Cockpit wurde mit allen Elementen der Baugruppe auf einer Queen 1 von Q.BIG 3D bei Murtfeldt Additive Solutions additiv gefertigt. Die Abmessungen des Cockpits sind 2.260 mm (x), 1.780 mm (y) und 1.705 mm (z). Das Gewicht beträgt nur 200 kg, weil der 3D-Druck einen ressourcenschonenden Leichtbau ermöglicht. Der Bauteilaufbau aller Bauteile betrug etwas über einen Monat. Für ein Folgerojekt rechnet Murtfeldt AS durch Optimierung der Prozesskette aber mit kürzeren Aufbauzeiten.
Durch ein Druckernetzwerk aus mehreren Queen 1-Anlagen kann die Lieferzeit für zeitkritische Anfragen ebenfalls gekürzt werden. Der längste Einzel-Baujob betrug knapp 100h. Michael Ortmann von Reiser Simulation and Training, zuständig für Konstruktion und Entwicklung betont, dass die Vorzüge mit einem 3D-Extrusionsdrucker eine Reihe von Potentialen bietet, die bislang nicht möglich schienen: „Extreme Time-to-Market-Zeiten, hohe Aufbaugeschwindigkeit, Leichtbau, Bionik, Funktionsintegration und eine kostengünstige Fertigung ohne Werkzeuge und mit vorteiligen Granulaten, um nur einige Aspekte zu nennen.“
Dazu die Beherrschung von Verzug bei diesen großen und komplexen Bauteilen, enge Toleranzen der Spaltmaße und hohe Oberflächengüte. Gerade die Maßhaltigkeit ist für die Verschraubung und Verstiftung elementar wichtig. Der Aufbau als zerlegbares Modul war für den Aufbau beim Anwender ebenso von Vorteil, wie auch die Tatsache, dass mit einem „Conversion Kit“, zwei Hubschraubermodelle (Airbus Helicopters H135 und H145) kostenvorteilig abgebildet werden konnten. Nicht zuletzt sind durch eine Segmentierung der 3D-Baugruppe Funktionsintegrationen wie integrierte Kabelkanäle möglich. Aus der Gesamtheit ergaben sich hohe Preisvorteile der fertigen Baugruppe für Lieferanten und Endanwender, bei gleichsam extrem schneller Verfügbarkeit des Cockpits.
Material des Cockpits
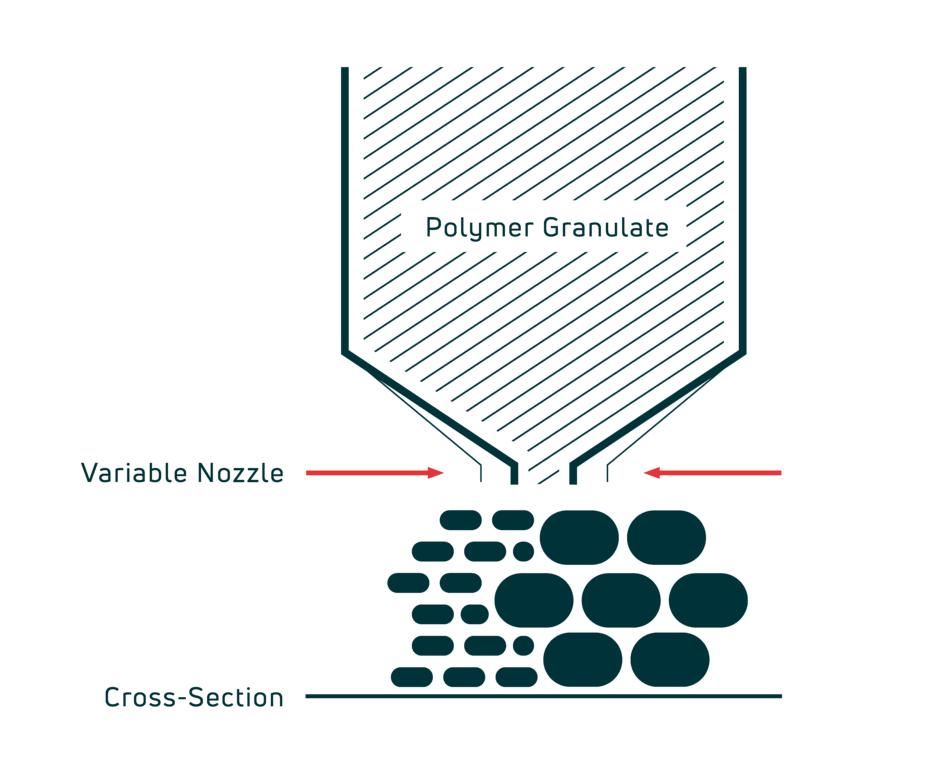
VFGF-Extrusions-Druckkopf mit variablem Düsendurchmesser ermöglicht gezielten Bauteilaufbau (Schema).
Für den Rahmen des Cockpits verwendete Murtfeldt AS ein teilaromatisches Polyamid mit 25% Glasfaseranteil (Q.mid GF25). Dieses Material weist mit 0% längs und 0,2% quer einen besonders hohe Maßhaltigkeit auf, eine hohe Temperaturstabilität bis 200°C, hohe Steiffestigkeit und eine ausgezeichnete Lackierbarkeit. Q.mid GF25 ist für zahlreiche Anwendungsgebiete qualifiziert. Die fertige Cockpit-Baugruppe wird zum Abschluss in matt schwarz lackiert (Durchlaufzeit ca. zwei Wochen), damit keine störenden Lichtreflexe im Simulator entstehen.
Hohe Oberflächengüte, schnelle Aufbauraten und Leichtbau
Die Anwendung des 3D-Extrusions-Druckers Queen 1 von Q.BIG 3D überzeugte im Projekt mit hoher Oberflächengüte selbst bei starken Überhängen der Geometrie. Zudem mit hoher Passgenauigkeit der Bauteile in der Baugruppe (Maßhaltigkeit, geringe Spaltmaße). Diese Resultate ergeben sich aus einer duchdachten Anlagentechnik: Die aktive Temperierung einer äußeren Kammer sowie des Bauraumes der Queen 1 ermöglich einen stabilen und wiederholgenauen Prozess, da die Temperaturen nicht nur des Bauraums sondern auch der gesamten Mechanik, unabhängig von Temperaturschwankungen in der Produktionshalle konstant gehalten werden können.
Das Besondere ist die variable Düse der Queen 1. Für schnelle Aufbauraten der Queen 1 sorgt eine variable Düsenansteuerung, die an die Besonderheiten jeder Geometrie angepasst wird: Filegrane Bereiche der Bauteile werden im normalen Modus der Düse aufgebaut. Flächige Infill-Bereiche an den dicken Holmen des Cockpits hingegen im schnellen Turbo-Modus, um die Fertigunsdauer bei gleichzeitig höherer Stabilität zu reduzieren. Den Wechsel der Modi realisiert die Queen 1 automatisch. Konstruktiv gab Reiser für die Düsenansteuerung sensible Bereiche vor: An den Anschraubpunkten der Türschaniere beispielsweise wurde Vollmaterial vorgegeben. Dies ermöglicht eine stark verkürzte Fertigungszeit gegenüber einem durchgängigen Düseneinsatz, sowie einen materialsparenden Leichtbau der 3D-Bauteile.
Fazit:
Eine AM-Strategie mittels der Queen 1-Anlagentechnik mit dem Entfall der Werkzeugkosten erlaubt dem Anwender niedriges Investitionsrisiko und den Entfall von Nachbearbeitungskosten. Weiterhin bietet diese Strategie auch Vorteile gegenüber konkurrierenden AM-Strategien, wie SLS- oder FDM-Druck, da diese Bauteile aufgrund häufig verklebt werden müssen. Dies bedeutet oft Nachteile bei Funktionalität, Dichtigkeit und Maßhaltigkeit aufgrund von Toleranzungenauigkeiten. Johannes Matheis, Geschäftsführer bei Murtfeldt AS: „Mit der innovativen VFGF-Anlagenlagentechnik von Q.BIG 3D für großvolumige 3D-Bauteile können wir bei Murtfeldt AS gezielt weitere Anwendungsgebiete für die SLS-Fertigungsstrategie erschließen. Wenn man die gesamte Prozesskette beherrscht, sind komplexe, große 3D-Bauteile mit hoher Wiederholgenauigkeit und Bauteilgüte auf einem neuen Niveau möglich.“

Das Entwicklungsteam des Level D-Full-Fight Simulator von Reiser in 3D: Dennis Herrmann (Q.BIG 3D, CTO & Geschäftsführer), Helmut Pauser (Q.BIG 3D, Applikations-Ingenieur), Stefan Ruckaberle (Murtfeldt AS, Geschäftsführer), Johannes Matheis (Murtfeldt AS, Geschäftsführer), Oliver Friz (Q.BIG 3D, Vertriebsleiter), Frederik Rommel (RS Flight Systems GmbH, Produktmanager) und Michael Ortmann (Reiser Simulation and Training GmbH, Konstruktion und Entwicklung) (von links nach rechts).
Hintergrundinformation Murtfeldt Additive Solutions GmbH
Die Murtfeldt Additive Solutions GmbH mit Sitz in Kusterdingen ist Teil der Murtfeldt-Gruppe. Betätigungsfeld des Unternehmen ist es, den Maschinenbau mit dem mit der additiven Fertigung zu verbinden. Neben der Produktion von 3D-Bauteillösungen werden die Kunden umfassend zu Entwicklung, Zertifizierung, Nachbearbeitung und Veredelung von additiv hergestellten Bauteilen beraten.
Die Expertise von Oberflächenveredelungen ist umfassend: Darunter fallen beispielsweise Lackierungen oder das Einfärben von Bauteilen. Zudem auch Funktionsoberflächen, wie eine PUR-Beschichtung oder ESD-Lack. Mit dem speziell entwickelten Glättungsverfahren JOMA-PEARL bietet das Unternehmen SLS-Bauteile nach den Anforderungen der EU-Lebensmittelzertifizierung an. Auch die mechanische Nacharbeit von 3D-Bauteilen nimmt inzwischen einen immer größeren Stellenwert für Anwender ein. Neben den klassischen Gewindeeinsätzen und Gewindeabzügen bietet Murtfeldt Additive Solutions auch Gewindeeinsätze für pneumatische Komponenten an.
Die Materialkompetenzen des Unternehmens umfassen u.a., in der Granulat Direkt Extrusion (FGF) PA6 (GF25), PLA, PP GF sowie alle gängigen Materialien von Q.BIG 3D, im Selektiven Laser Sintern (SLS) PA 2200, Alumide, PA 3200 GF, PA 12 (blau), TPU 1301 und, im FDM-Verfahren, ABS.
Zu den Anwendungsgebieten von Murtfeldt Additive Solutions zählen der Maschinenbau, die Luft- und Raumfahrt, sowie die Lebensmittel- und Pharmaindustrie.
Hintergrundinformation Reiser Simulation and Training GmbH
Die Reiser Simulation and Training GmbH mit Sitz in Berg bei Starnberg ist ein Hersteller von Cockpit-Simulatoren (Full-Flight Simulators (FFS)) und Trainings-Lösungen für die Luft- und Raumfahrt.
Dazu zählen das Cockpit, Anti-G Systeme (zur Reduzierung von Beschleunigungskräften), Pilotensitze, Steuerungskonsolen und Software-Lösungen. Zum Einsatz kommen Simulations-Systeme von Reiser für Jets (wie Eurofighter Typhoon) oder Helicopter (wie NH90, H135, H145 u.a.).
Für die Hubschraubersimulation bietet Reise Level D-Simulatoren. So wird den Piloten die Simulation extremer Flugsituationen ermöglicht, um deren Flugbeherrschung zu erhöhen.
Diese Level D-Simulatoren verfügen über ein vollständiges elektrisches Bewegungs- und Vibrationssystem mit sechs Freiheitsgraden. Das Sichtfeld der Direktprojektionsanzeige außerhalb des Fensters misst 240 Grad horizontal und 80 Grad vertikal, wobei die bewegten Bilder direkt mit hochauflösenden Zweikanal-LED-Videoprojektoren projiziert werden. Mit einer intuitiven Instructor Operating Station (IOS) an Bord, hochentwickelten Briefing- und Debriefing-Stationen, die die Erstellung und Vorprogrammierung von Trainingsszenarien ermöglichen, einer breiten Heckkabine für schnelles Ein- und Aussteigen von Cockpit-Austausch- und Missions-Kits bietet das FFS-System von Reiser maximale Flexibilität.
Das VFGF-Verfahren als AM-Fertigungsstrategie
Das VFGF-Verfahren (Variable Fused Granular Fabrication) der additiven Fertigung ermöglicht die Herstellung großvolumiger 3D-Bauteile aus Kunststoffgranulaten. Charakteristisch für dieses 3D-Extrusions-Verfahren ist die Fähigkeit, einen variablen Düsendurchmesser zu verwenden. Das VFGF-Verfahren ermöglicht es, präzise und hochauflösend an Stellen zu drucken, an denen feine Details erforderlich sind, wie beispielsweise an den Außenflächen eines Bauteils. Gleichzeitig können innenliegende Strukturen oder Bereiche, bei denen die Auflösung weniger relevant ist, in einem sogenannten Turbomodus grob und damit schneller gedruckt werden. Diese Flexibilität des Verfahrens erlaubt daher hohe Aufbaugeschwindigkeiten der 3D-Bauteile. Das VFGF-Verfahren vereinigt somit Geschwindigkeit mit Präzision, was besonders bei großvolumigen Drucken von Vorteil ist. Es optimiert somit den 3D-Druckprozess, indem es Qualität mit Effizienz vereint und den Time-to-Market-Ansatz optimiert. Das VFGF-Verfahren bietet durch angepasste Prozessalgorithmen (Predictive Flow Algorithmus) einen Bauteilaufbau zur rechten Zeit, an der richtigen Stelle, mit der richtigen Menge Material. Dadurch ist es möglich, auch komplexe Bauteile mit Hinterschnitten mithilfe von Stützfunktionen, zu drucken.
Der 3D-Druck mit marktgängigem Kunststoffgranulat ohne Filamente ermöglicht es, technische Kunststoffe mit seriennahen Eigenschaften zu sehr günstigen Stückkosten zu verarbeiten. Durch das Aufschmelzen in einem speziell entwickelten Schneckenextruder können höhere Durchsätze ermöglicht werden, wodurch die Druckdauer signifikant reduziert wird. Zusätzlich lassen sich fasergefüllte Materialien mit hoher Dimensionsstabilität, sowie elastische Materialen drucken. Die Möglichkeit großvolumige Bauteile ohne Werkzeugkosten zu fertigen, eröffnet Anwendern neue Horizonte bei Stückkosten und Amortisation der Investition (i.d.R. kleiner 12 Monate) zur Steigerung der Wertschöpfung.
Das Verfahren bietet sich für Rapid Prototyping, Ersatzbauteile und Serienfertigung an.
Das VFGF-Verfahren verknüpft Nachhaltigkeitsaspekte mit hoher Wirtschaftlichkeit. Gegenüber Standard-3D-Druckverfahren ergeben sich hohe Kostenvorteile beim Materialeinsatz und eine Steigerung der Aufbaugeschwindigkeiten bis hin zum Faktor 100.
