Einfach besser drehen
Praktische Tipps für bessere Zerspanungs-Ergebnisse

Für jede Wendeschneidplatte gibt es einen optimalen Einsatzbereich, der sich aus Schnitttiefe und Vorschub errechnet. Hier am Beispiel der Walter Drehgeometrie MP5.
CNC-Drehmaschinen, CAD/CAM-gesteuerte Bearbeitungsprozesse, KI-basierte Assistenzsysteme an hochautomatisierten Dreh-Centern: Man kann schon auf den Gedanken kommen, man brauche für das Bedienen einer Drehmaschine nur noch wenige Fachkenntnisse. Schließlich macht die Maschine das meiste doch bereits selbst. Die Realität in der Produktion sieht aber immer noch sehr anders aus: Prozesssicherheit und Ergebnisqualität beim Drehen hängen eng mit den Fähigkeiten und dem Prozesswissen der Menschen zusammen, die an den Maschinen stehen. Eine Auffrischung bei den Basics in Sachen Drehen hilft also bei der Fehlervermeidung.
Werner Strobel, beim Zerspanungsspezialisten Walter als Produktmanager Drehen für ganz Deutschland verantwortlich, schätzt, dass rund 80 Prozent der Fehler, die beim Drehen passieren, in den Bereich „Grundlagen“ fallen. Bei knapp der Hälfte der Drehprozesse wird zwar die optimal geeignete Wendeschneidplatte eingesetzt, aber bei gut einem Viertel der Anwendung ist die eingesetzte Platte nicht geeignet. Die Zahlen beruhen auf Auswertungen dokumentierter Zerspanungsversuche und jahrelanger Erfahrung bei der Beratung zerspanender Unternehmen in konkreten Problemfällen, sowie auf den vielen Schulungen und Trainings, die das Walter Team jedes Jahr zu allen Bereichen des Zerspanens durchführt.
Strobel hat die typischen Knackpunkte, an denen sich das Ergebnis und die Wirtschaftlichkeit von Drehprozessen mitentscheidet, zu einer praktischen Anweisung oder „Checkliste“ zusammengefasst. In der industriellen Fertigung kommen überwiegend Drehwerkzeuge mit Wendeschneidplatten zum Einsatz, diese stehen auch bei den Optimierungstipps im Fokus.
CBN-Platte für die Hart-Weich-Bearbeitung
Typische Fehler bei der Einstellung auf Drehmitte
Beim Plandrehen und Abstechen auf Zentrum ist die Kontrolle der Mittenstellung unerlässlich.
1. Für die Wahl der optimalen Wendeschneidplatte müssen zentrale Bearbeitungsparameter bekannt sein
Zentral für die Auswahl der optimalen Wendeschneidplatte ist die Angabe des zu bearbeitenden Werkstückstoffes, dessen Zugfestigkeit, und die Art der Bearbeitung. Dazu kommen Angaben zu den Schnittdaten wie Schnittgeschwindigkeit vc, Schnitttiefe ap, und Vorschub f. Auch die Beurteilung der Stabilität der Bearbeitungssituation spielt eine wichtige Rolle für die Auswahl der Hartmetallsorte. Aus diesem komplexen Verhältnis ergeben sich die Parameter für die geeignete Wendeschneidplatten-Geometrie und Hartmetallsorte, wie z.B. Grundform, Größe und Eckenradius. Üblicherweise geben Hersteller genau an, in welchem Anwendungsbereich sich das Einsatzgebiet der jeweiligen Wendeschneidplatte bewegt und was die optimalen Parameter sind. Dazu wurde in der Vergangenheit ein standardisiertes System entwickelt. Wendeschneidplatten sind deswegen international nach dem ISO-System genormt. Der ISO-Code enthält bis zu zwölf Stellen. Dabei sind die ersten 7 Stellen herstellerunabhängig und allgemein gültig.
Um die geeignete Wendeschneidplatte für einen Anwendungsfall zu finden, bieten viele Hersteller digitale Unterstützung an, sei es auf ihrer Webseite oder als App, wie das Walter GPS und der Walter Online-Katalog.
Aber auch hier gilt: Die Qualität der Vorschläge, die das System auswirft, hängt stark von der Qualität des Inputs ab. Je konkreter Daten zu den unterschiedlichen abgefragten Parametern vorliegen, umso besser das Ergebnis.
2. Wendeplattengeometrie geht vor Schneidstoffsorte
Grundsätzlich steht bei der Wahl der Schneidstoffe und der Beschichtung einer Wendeschneidplatte die Verschleißfestigkeit im Fokus. Der ideale Schneidstoff sollte verschleißfest, widerstandsfähig gegen Verformung, aber gleichzeitig auch möglichst zäh sein. Geometrie und Schneidstoffsorte einer Wendeschneidplatte sind aneinander angepasst, aber natürlich gibt es hier mehr oder weniger große Spielräume. Die Schneidstoffsorte und Beschichtung kann aber nur bis zu einem gewissen Grad die Leistung einer nicht optimal an die Anwendung angepassten Schneidplattengeometrie ausgleichen. Hersteller wie Walter arbeiten kontinuierlich an der Verbesserung der Schneidstoffe und Beschichtungen, aber verschleißarme Schneidstoffe sind keine Zaubermittel, mit dem sich quasi beliebig hohe Schnittparameter fahren lassen. Deshalb gilt: Für beste Ergebnisse immer zuerst die Wendeplattengeometrie optimieren, erst dann die Schneidstoffsorte wählen.
Schneidkante und Beschichtung müssen passen
Um die Standmenge zu optimieren, sollten Schnitttiefe (ap) und Vorschub (fn) maximiert, und Schnittgeschwindigkeit (vc) erhöht werden.
3. Spanbruch optimieren
Lange Späne bergen die Gefahr, sich am Werkzeug oder in der Maschine zu verfangen. Gefährdet die Spanlänge und Spanform die Prozesssicherheit und Wirtschaftlichkeit des Bearbeitungsprozesses, lässt sich der geeignete Spanbruch durch verschiedene Maßnahmen erreichen:
Wahl einer besser geeigneten Schneidplattengeometrie
Veränderung des Umdrehungsvorschubs
Anpassung der Schnitttiefe
Änderung des Anstellwinkels
4. Sitzt die Platte richtig?
Ein oft unterschätzter Faktor für die Prozessstabilität beim Drehen ist der Plattensitz der Wendeschneidplatte im Werkzeughalter. Wenn es schnell gehen muss, schleichen sich gerade hier Ungenauigkeiten ein, die weitgehende Auswirkungen, nicht nur auf die Standzeit der Platte, haben können. Deswegen sollte bei jedem Plattenwechsel der Werker eine Sichtprüfung des Plattensitzes vornehmen. Wird die Platte mit einer Schraubenspannung fixiert, ist die Vorspannung der Platte zu prüfen. Diese sollte bei ca. 0,2 Millimeter liegen, nicht bei null. Mit einer 0,01-Millimeter-Folie lässt sich die Linienanlage der Platte im Sitz überprüfen.
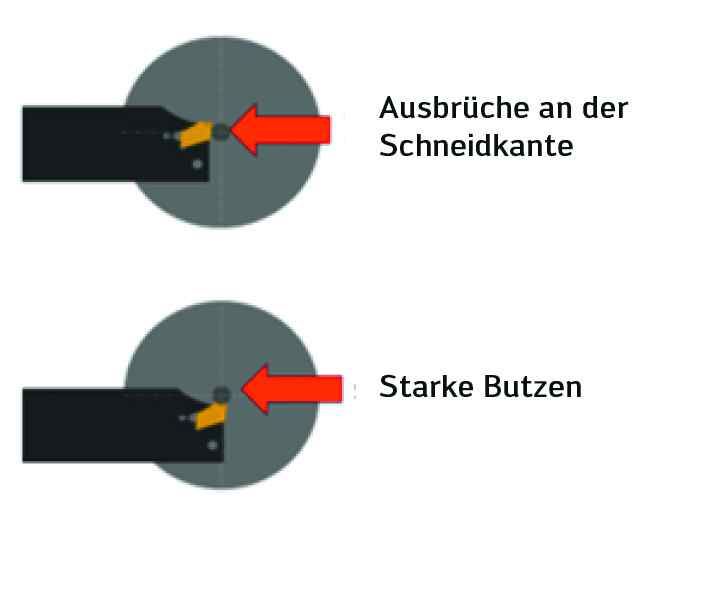
5. Einstellung auf Drehmitte erhöht Werkzeugstandzeit
Erfüllt eine Wendeschneidplatte nicht die erwartete Standmenge, kann beim Plandrehen oder Abstechen auf Zentrum die abweichende Mittenstellung des Werkzeugs die Ursache sein. Bei einer Übermittenstellung brechen die Schneidkanten der Platte schneller aus, bei Untermittenstellung bilden sich starke Butzen. Deswegen sollte die optimale Werkzeugstellung mit einem Probeschnitt an der Planfläche überprüft werden. Ab einem Durchmesser von 4 Millimeter sollte der Vorschub beim Plandrehen und Abstechen auf 0,05mm/U reduziert werden.
Details machen den Unterschied

Für Fragen rund um das Thema Drehen steht Werner Strobel, Produktmanager Drehen bei der Walter AG, unter werner.strobel@walter-tools.com zur Verfügung.
6. Richtige Werkzeugauswahl bei der Bohrungsbearbeitung
Beim Bearbeiten von Bohrungen stellen die Schwingungen des Werkzeugs, die durch das Einwirken der Zerspanungskräfte entstehen, eine häufige Fehlerquelle dar. Mit dem richtigen Verhältnis zwischen der Auskraglänge L und dem Werkzeugdurchmesser D bleibt das Schwingungsverhalten gut beherrschbar. Die Faustformel dazu lautet
bei Wendeschneidplatten mit negativer Grundform: L : D max. ist 2,5 : 1
bei Wendeschneidplatten mit positiver Grundform: L : D max. ist 4 : 1
Ab 4 x D sollte der Spanungsquerschnitt, in erster Linie die Schnitttiefe ap, bis auf 25 % gesenkt werden.
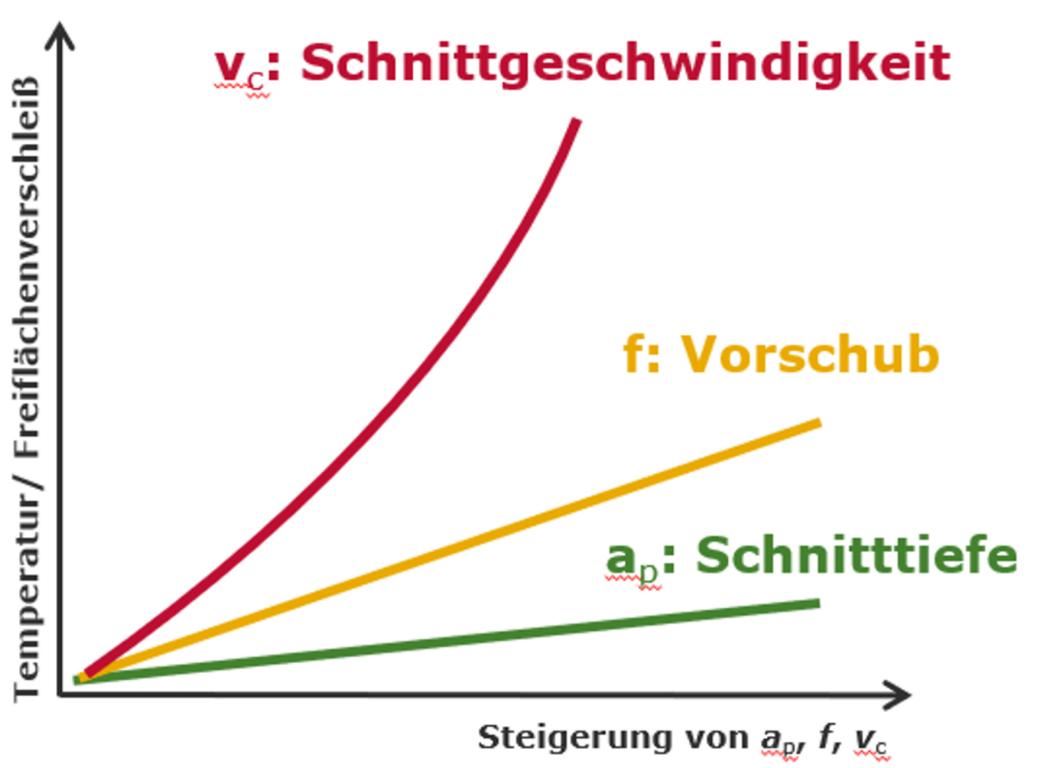
7. Standmenge richtig optimieren
Verschleißt eine Wendeschneidplatte zu schnell oder soll die Standmenge optimiert werden, empfehlen wir folgende Reihenfolge:
1. Schnitttiefe (ap) maximieren, um die Anzahl der Schnitte zu reduzieren.
2. Vorschub (fn) maximieren. Beide Maßnahmen reduzieren die Drehlänge.
3. Erhöhung der Schnittgeschwindigkeit (vc)
Um die Bearbeitungstemperatur und dadurch den Verschleiß zu reduzieren, sollte gegebenenfalls die Schnittgeschwindigkeit (vc) reduziert werden.
Faustformel zur Standmengenerhöhung:
Schnittgeschwindigkeit vc - 10 % und Vorschub fn + 10 % ergibt Standmenge + 20 %
In der App „Verschleißoptimierung“ von Walter finden Werker neben der Ursachenbeschreibung auch die geeigneten Abhilfe- und Optimierungsmaßnahmen.
