Höchstpräzision in Lohnarbeit
Fünfachsige Hartbearbeitung mit Mikrometer-Präzision
Bei Gerhard Rauch sind mittlerweile fünf automatisierte Röders-Fräsbearbeitungszentren der RXP-Baureihe im Einsatz.
Die Gerhard Rauch Ges.m.b.H. in Trasdorf (Österreich) ist ein vielseitiger Hersteller von mechanischen Komponenten und Baugruppen für höchste Ansprüche. Kunden sind Unternehmen des Maschinenbaus, der Feinmechanik, der Luft- und Raumfahrt oder der Medizintechnik. Das Leistungsspektrum geht von Planung und Lohnfertigung über Folienstanzmaschinen und -werkzeuge bis hin zur Produktion von Sondermaschinen. In Trasdorf gefertigte Teile sind sogar auf dem Mars im Einsatz. Warum setzt die Firma bei der Höchstpräzisionszerspanung konsequent auf Fräsbearbeitungszentren von Röders?
„Unsere Firma wurde 1970 von meinem Stiefvater als Einmannbetrieb in einer Garage in Wien gegründet“, erinnert sich Anton Buresch, CEO des heute in Trasdorf angesiedelten Unternehmens. Zunächst wurden anspruchsvolle Profilschleifarbeiten für den Werkzeugbau und den Maschinenbau ausgeführt. Den Schwerpunkt bildeten besonders knifflige Aufgabenstellungen mit hohem Schwierigkeitsgrad wie beispielsweise Stanzwerkzeuge. Bald wurden auch eigene Stanzmaschinen für dünne Folien für die Lebensmittelbranche entwickelt und hergestellt. Dieser Markt wird auch heute noch bedient. Mittlerweile liegt der Schwerpunkt jedoch bei der Herstellung hoch anspruchsvoller mechanischer Bauteile und Prototypen im Lohnauftrag. Das Leistungsspektrum erstreckt sich hierbei von der partnerschaftlichen Entwicklung und Fertigung im Lohn bis hin zur Herstellung von Vorrichtungen und Sondermaschinen. Das Motto des familiengeführten Unternehmens ist: „Bestmögliche Qualität zum bestmöglichen Termin und zum bestmöglichen Preis.“
Hierfür setzt Fa. Gerhard Rauch eine große Bandbreite an Technologien wie Schleifen, Erodieren, Fräsen, Drehen, Hartdrehen und Laserbeschriften sowie das PECM-Verfahren (Präzise Elektrochemische Metallbearbeitung) ein.
Mit Röders-Fräs-/Schleifmaschinen Stähle einstufig statt mehrstufig bearbeiten

Weiterhin ein Kerngeschäft: Schnelle Stanzsysteme für dünne Folien als Deckel für z.B. Yoghurtbecher in der Lebensmittelindustrie.
„Wir stellen nach wie vor Stanzwerkzeuge mit besonders hohen Ansprüchen an die Genauigkeit der Konturen her“, erläutert A. Buresch. Bei extrem dünnen Alufolien für z.B. Yoghurtbecherdeckel dürfen die Schneidspalte teils nur 2 µm breit sein. Das bedingt Toleranzvorgaben von weniger als ± 1 µm für Stempel und Matrize. Früher mussten solche Werkzeuge in mehreren Schritten bearbeitet werden. Zunächst wurden sie im weichen Zustand vorgefräst.
Dann erfolgte das Härten, wobei es zu einem gewissen Verzug kommt. Anschließend wurden die Werkzeuge im harten Zustand durch Fräsen und Schleifen auf Endmaß gebracht. Diese mehrstufige Bearbeitung war erforderlich, weil sich die Maschinen und die Fräswerkzeuge mit der Bearbeitung gehärteter Stähle schwertaten. Dieses Handicap konnte durch die Beschaffung von Röders-Bearbeitungszentren überwunden werden, weil diese sowohl steif als auch präzise genug sind, um auch hochharte Materialien mit der erforderlichen Genauigkeit zu bearbeiten. Jetzt könne man gleich gehärtete Rohlinge aufspannen und durch Fräsen und Koordinatenschleifen auf Endmaß bearbeiten.
Das ermögliche enorme Einsparungen an Personal, Durchlaufzeit und so letztlich an Kosten. Durch die einstufige Bearbeitung entfalle der zusätzliche Aufwand für den Bau mehrfacher Vorrichtungen, das mehrfache Auf- und Abspannen und die Unterbrechung der Abläufe durch die Verschickung zur Härterei. Auch falle der zusätzliche Verwaltungsaufwand für Versand, Wareneingang und Qualitätskontrolle weg. Mit den Röders-Fräsmaschinen, die zugleich das Koordinatenschleifen mit höchster Genauigkeit ermöglichen, lasse sich selbst Hartmetall direkt bearbeiten.
Hochpräzisionsabteilung
Bimetallisch statt monolithisch: Bei diesem Stanzwerkzeug besteht der Arbeitsbereich aus einer Hartmetallplatte, die auf einem Unterteil aus Werkzeugstahl befestigt ist.
„Als wir unsere erste Maschine von Röders im Jahr 2015 erhielten, haben wir damit zunächst ein wenig gefremdelt, weil wir bisher mit Heidenhain-Steuerungen gearbeitet hatten“, erzählt Raphael Schloffer, Maschinenbediener und CAM-Programmierer in der „Röders-Abteilung“. Der Umgang mit der neuen Steuerung habe sich jedoch schnell als erfreulich einfach erwiesen. Die integrierte Technologie-Datenbank biete viele interessante Möglichkeiten beim Schleifen. Auch können in den Programmen Heidenhain-Zyklen verwendet werden. Heute stehen in der Abteilung insgesamt fünf fünfachsige Röders Fräsbearbeitungszentren: Drei RXP 501 DS und zwei RXP 601 DSH. Alle sind mit dem Palettenwechsler RCE 1 automatisiert. Darin können je nach Palettentyp acht bis 45 Werkstücke vorgehalten werden. Drei der Anlagen arbeiten mit Ölschwall-Schmierung, eine mit KSS-Minimalmengenschmierung und eine weitere mit dem Medienverteiler der Firma MHT.
Die Mitarbeiter übernehmen bei der Bedienung die komplette Verantwortung für den jeweiligen Auftrag. Jeder macht somit alles von der CAM-Programmierung über die Werkzeugbestellung und die Herstellung der benötigten Vorrichtungen bis zur Endkontrolle. Auf diese Werkerselbstkontrolle wird bei Gerhard Rauch großer Wert gelegt. Das zeigt sich auch daran, dass die einzelnen Abteilungen zusätzlich zur umfassend ausgestatteten zentralen QS-Abteilung jeweils über gesonderte klimatisierte Prüfräume mit hochpräzisen Messsystemen verfügen.
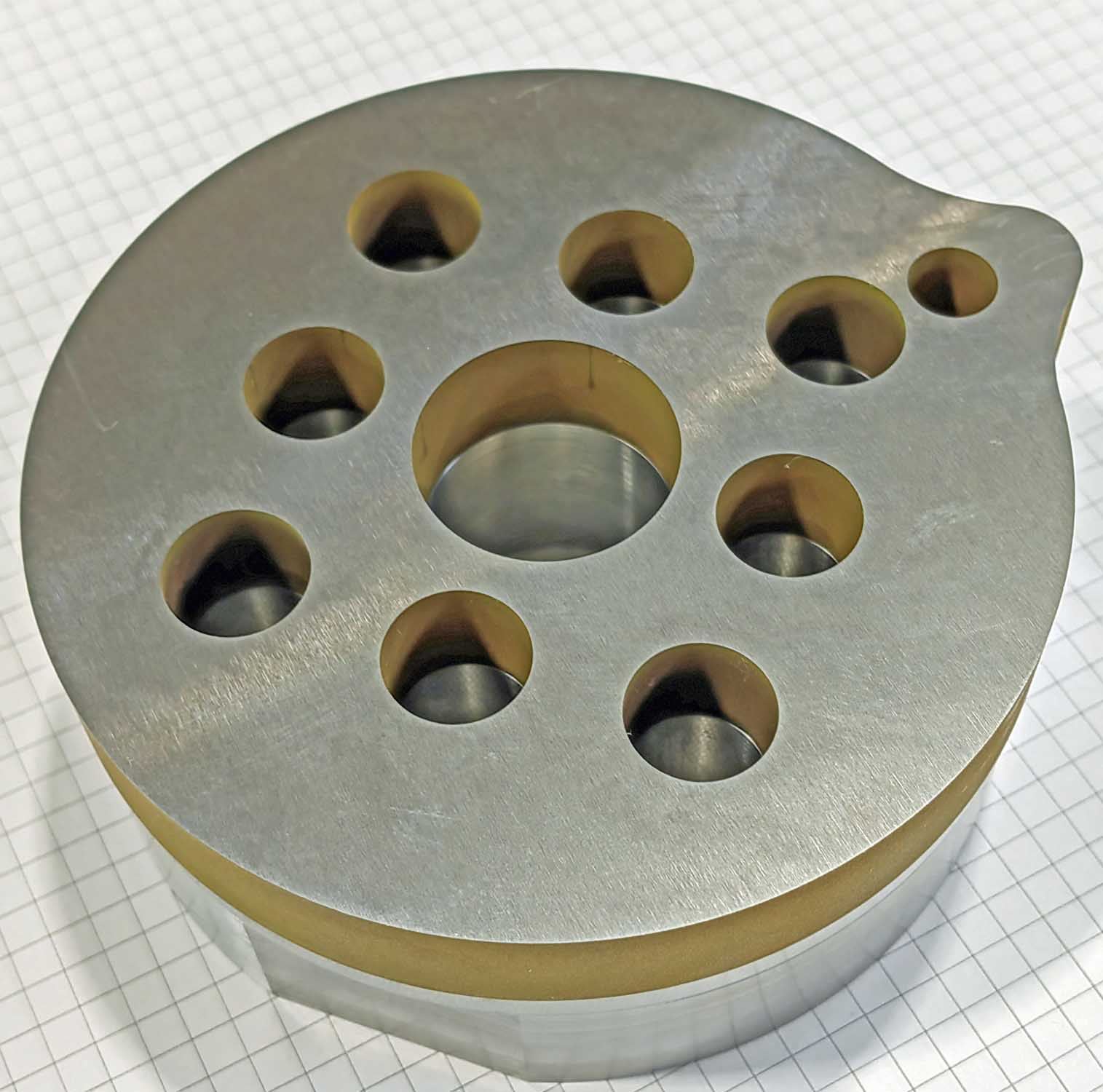
Beispiel für Präzision: Flansch für eine Verpackungsmaschine
„Dieser Flansch wird heute nach einer Weichbearbeitung gehärtet und danach lediglich einseitig plangeschliffen, bevor er auf die Röders kommt“, weiß A. Buresch. Das Bauteil besteht aus hochfestem Stahl mit einer Härte von 58 HRC. Die wesentlichen Herausforderungen bei seiner Bearbeitung sind die konische Bohrung im Zentrum des Bauteils sowie die beiden seitlich davon angeordneten zylindrischen Bohrungen, deren Durchmessertoleranz mit lediglich 0 + 5 µm vorgegeben wird. Zudem ist das Stichmaß ihrer Achsen zur Achse der konischen Bohrung mit einer Genauigkeit von ± 5 µm einzuhalten.
Die Bearbeitung auf der Röders-Anlage umfasst die Arbeitsgänge Hartfräsen und Koordinatenschleifen, alles in einer Aufspannung. Die beiden kleineren Bohrungen werden zirkular geschruppt und im Schnellhubverfahren auf Maß geschliffen. Die Bearbeitung des Konus, der mit einem Schleifstift im Schnellhubverfahren auf Hochglanz bearbeitet wird, ist besonders anspruchsvoll. Der Konus wird hierbei fünfachssimultan koordinatengeschliffen. Mit großem Erfolg werden dazu die von der Röders Steuerung bereitgestellten fünfachsigen Schleifzyklen genutzt. Die Spiegelung des Karomusters der beim Fotografieren verwendeten Unterlage an den Wänden des Konus dokumentiert die Qualität der so erzeugten Oberfläche, die eine Oberflächengüte von unter Ra 0,15 µm aufweist.
Hartmetallbearbeitung

Anspruchsvoll: Wesentliche Herausforderungen bei der Bearbeitung dieses Flanschs für eine Verpackungsmaschine sind die konische Bohrung im Zentrum des Bauteils sowie die beiden seitlich davor angeordneten zylindrischen Bohrungen, deren Durchmessertoleranz mit 0/ +5 µm vorgegeben wird.
„Auf den Röders-Anlagen bearbeiten wir häufig auch Werkstücke aus Hartmetall“, ergänzt A. Buresch. Das sei in bestimmten Fällen sogar preisgünstiger als ein monolithisches Stahlwerkzeug, indem man einen Schaft aus Werkzeugstahl mit einer vergleichsweise dünnen Decklage aus Hartmetall verbindet. Nur dieses Teil aus Hartmetall muss mit der erforderlichen hohen Genauigkeit bearbeitet werden. Unterstützt wird diese Strategie durch die Tatsache, dass es möglich ist, mit den Röders-Anlagen Gewinde in Hartmetall einzubringen. In einem anderen Fall habe man sogar ein monolithisches Hartmetall-Stanzwerkzeug mit 300 x 200 mm Kantenlänge mit insgesamt sieben Stempeln hergestellt. Für dieses Werkzeug ebenso wie für die entsprechende Matrize musste ein Schneidspaltmaß von 3 µm eingehalten werden.
Darüber hinaus werden auf den Röders-Anlagen auch zahlreiche kleinere Präzisionswerkzeuge beziehungsweise Formkomponenten teils aus Hartmetall, teils aus Werkzeugstählen hergestellt. Hier komme es häufig auf äußerste Präzision auch bei den Spaltmaßen an, beispielsweise bei Formbestandteilen für sehr dünnflüssige Spritzgießwerkstoffe wie z.B. Silikone.
Mitarbeiter „wichtigstes Kapital des Unternehmens“
„Solche Spitzenleistungen im Bereich Präzision erreichen wir nicht nur mit guter Ausrüstung, sondern vor allem dank der hohen Qualifikation und des Engagements unserer Mitarbeiter“, betont Leopold Killian, Betriebsleiter der Wiener Niederlassung der Firma. Als familiengeführtes Unternehmen achte man traditionell auf ein Arbeitsumfeld, in dem sich die Mitarbeiter wohl fühlen und Anerkennung finden. Das umfasse auch Sonderleistungen wie Sportförderung, die Nutzung firmeneigener Urlaubseinrichtungen oder den kostenlosen Mittagstisch.
Integraler Bestandteil dieser Firmenphilosophie sei der mit 15 Prozent recht hohe Anteil an Auszubildenden in der Belegschaft. Bei der Ausbildung werde Wert auf moderne Ausstattung gelegt. Schon die angehenden Mitarbeiter wüssten, dass von ihnen viel erwartet werde, ihnen aber durch ein attraktives Arbeitsumfeld und ein gutes Einkommen auch viel geboten werde. Auch könnten sie auf langfristig sichere Arbeitsplätze zählen, weil das Geld in der Firma bleibe. Gewinne würden nicht aus dem Betrieb herausgezogen, sondern stetig auch in dessen Wachstum reinvestiert. Deshalb gebe es in der Belegschaft nur wenig Fluktuation. „Ich bin selbst ein solches „Eigengewächs“, habe im Unternehmen meine Lehre gemacht und bin inzwischen seit 38 Jahren dabei“, betont L. Killian.

Leopold Killian (G. Rauch, Betriebsleiter Wien, links) und Raphael Schloffer (G. Rauch, Maschinenbediener und CAM-Programmierer) begutachten einen Flansch vor der Röders RXP 601 DSH.
Die Röders RXP 501 DS/601 DSH Serien
Die Röders HSC-5-Achs-Fräsmaschinen RXP 501 DS/601 DSH wurden für höchste Genauigkeitsanforderungen bei zugleich hohen Zerspanungsleistungen auch bei bearbeitungsschwierigen Werkstoffen wie Edelstahl oder Titan ausgelegt. Sie verfügen über reibungsfreie Linear-Direktantriebe, die in Kombination mit 32-kHz-Reglern in allen Achsen eine ebenso dynamische wie auch hochpräzise Bearbeitung ermöglichen. Mit dieser hohen Korrekturfrequenz kann eine deutliche Bearbeitungszeitreduktionen bei zugleich optimaler Oberflächengüte erreicht werden.
Wesentliche Voraussetzung hierfür sind hochgenaue optische Maßstäbe in allen Achsen – wenn es um Präzision geht, werden keine Kompromisse gemacht. Die Maschine kann aufgrund ihrer Genauigkeit und Dynamik auch zum Koordinatenschleifen eingesetzt werden. Zusätzlich weist die Z-Achse einen patentierten reibungsfreien Vakuum-Gewichtsausgleich auf.
Zur Gewährleistung höchster thermischer Stabilität verfügt die Anlage über ein ausgeklügeltes Temperaturmanagement. Die Temperatur des Mediums, das alle wesentlichen Anlagenkomponenten durchströmt, wird mit einer Genauigkeit von ± 0,1 K geregelt. Weitere Besonderheit ist eine eigene, auf PC-Technologie basierende Steuerung, deren Funktionalitäten genau auf die spezifischen Aufgabenstellungen HSC-Hochpräzisionsfräsen bzw. Koordinatenschleifen und andere Schleifoperationen zugeschnitten sind. Da Röders die Steuerung auf Basis von Industrie-PC´s und des Windows-Betriebssystems selbst entwickelt hat, sind auf Wunsch jederzeit Updates sowohl der Hardware als auch der Software verfügbar, so dass ein Veralten der Maschinen seitens ihrer Steuerung quasi nicht mehr vorkommen kann.
