Hochpräzise, werkstoffschonend und sauber
Laser-Mikrobearbeitung für Medizintechnik und Feinmechanik

Die bei Microweld seit März 2023 installierte dreiachsige Laser MicroJet-Anlage des Typs LCS 150 verfügt über eine zusätzliche Rotationsachse.
Die Firma Microweld ist Spezialist für den Einsatz verschiedener Lasertechnologien für das Schneiden, Verschweißen oder Markieren von Produkten für die Medizintechnik, die Uhrenindustrie oder die Feinmechanik. Laserstrahlung hat jedoch zur Folge, dass die Bauteile örtlich hoch erhitzt werden, was bei empfindlichen Werkstoffen zu nachteiligen Veränderungen der Materialeigenschaften führen kann. Deshalb entschied sich das Unternehmen Anfang 2023 für den Einsatz eines innovativen Laserschneidsystems. Beim Laser MicroJet-Verfahren verläuft der Laserstrahl im Inneren eines Wasserstrahls, der den Schneidspalt kühlt und sauber hält.
„Als ich die Firma Microweld 1997 gründete, führten wir vor allem Laserschweißungen für die Automobilbranche durch“, erinnert sich Norbert Giraud, CEO der Firma Microweld in Chavanod (Frankreich). Ausgehend vom Automobil kamen immer mehr Kunden auch aus anderen Branchen hinzu. Schon bald wurde der Einsatz von Lasertechnologien auch auf weitere Gebiete wie das Schneiden oder Markieren ausgeweitet. Einen großen Schritt konnte das Unternehmen dann mit der Durchführung von Reparaturschweißungen an verschlissenen oder beschädigten Formen für die Herstellung von Spritzgussteilen vollziehen. Microweld war das erste Unternehmen, das diese Technologie in Frankreich einsetzte. Seither habe die Firma ihre Leistungspalette systematisch um zusätzliche Fertigungsschritte wie die Montage von Teilen zu Baugruppen oder komplett fertigen Produkten erweitert. Auch kamen weitere wichtige Kundensegmente hinzu. Das rasche Wachstum machte im Lauf der Jahre mehrere Umzüge erforderlich. Heute hat Microweld rund 50 Mitarbeiter, denen etwa 30 Laseranlagen unterschiedlichster Typen und Leistungskategorien zur Verfügung stehen.
Weiterentwicklung in Richtung Präzisions- und Mikrotechnologien
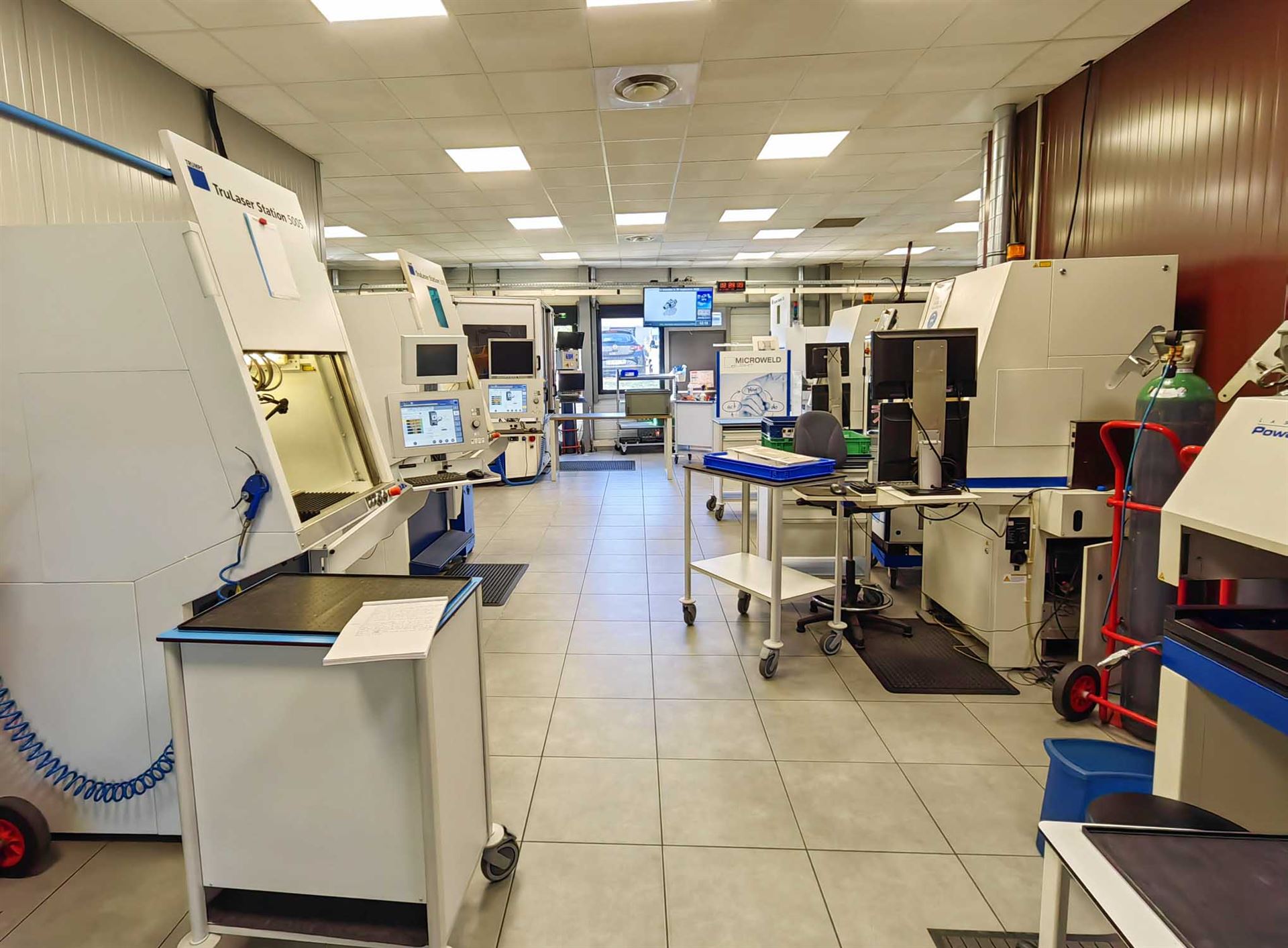
Den Microweld-Mitarbeitern stehen rund 30 unterschiedliche Laseranlagen zur Verfügung.
„Unsere Zukunft sehen wir im Bereich der Mikrotechnologien“, erläutert Thierry Fradet, Leiter Vertrieb und Entwicklung bei Microweld. Die Verarbeitung größerer Teile in großen Stückzahlen stelle nicht so hohe Anforderungen an die Qualifikation des Personals wie die Mikrotechnologien, wo es bei tendenziell kleinen Stückzahlen oft um diffizile Aufgabenstellungen und den Umgang mit teils sehr exotischen Materialien gehe. Hier könne Microweld mit seiner erfahrenen und hoch qualifizierten Belegschaft punkten. Wesentliche Pluspunkte seien das breite Knowhow und der Erfahrungsschatz, den das Unternehmen im Laufe der Jahre erworben habe. Solches Personal sei nicht einfach am Markt aufzutreiben. Die entsprechenden Bildungseinrichtungen vermittelten zwar gute Theoriekenntnisse, ihre Absolventen hätten jedoch nur begrenztes Praxiswissen. Wirklich auf der Höhe seien sie erst nach einigen Jahren praktischer Erfahrung. Die Microweld-Belegschaft verfüge über solche Qualifikationen. Dies zeige sich beispielsweise am Anteil der Medizintechnik am Umsatz, der heute bei rund 80 % liege. Weitere wichtige Marktsegmente seien die Uhrenherstellung sowie die Mikromechanik. Hier liege das größte Potenzial für die Erschließung neuer Märkte.
Mehr Schub durch Zugehörigkeit zu einer starken Firmengruppe

Die gut ausgestattete Abteilung für Qualitätssicherung.
„In diesen Marktsegmenten braucht man jedoch auch mehr Unterstützung, breiteres Knowhow und mehr finanzielles Stehvermögen, als unser vergleichsweise kleines Unternehmen aufbringen kann“, ergänzt N. Giraud. Deshalb habe man 2021 den Kontakt mit möglichen Partnern gesucht. Nach diversen Gesprächen wurde entschieden, die Herausforderungen der Zukunft im Rahmen der Zugehörigkeit zur Acrotec-Fimengruppe anzugehen. Entscheidender Vorteil sei, dass man es bei dieser Konstellation nicht mit Fondsverwaltern und Finanzinvestoren zu tun habe, sondern mit praxisorientierten Führungspersönlichkeiten, die mit den Realitäten eines produzierenden Unternehmens bestens vertraut sind. In die Unternehmensführung werde dabei nicht eingegriffen.
Stattdessen sei man jetzt Teil einer Gruppe von rund 30 Firmen mit einer großen Bandbreite unterschiedlichster Spezialisierungen, die sich gegenseitig ergänzen. Das führe zu interessanten Synergien. Für die Kundenseite habe dies den Vorteil, dass diese es jetzt mit einem „One-Stop-Shop“ zu tun haben. Sie hätten somit einen Partner mit breitem Entwicklungspotenzial, der komplette Lösungen aus einer Hand bereitstellen könne. Statt mühselig Schräubchen hier und Hebelchen dort bestellen zu müssen, könne man gleich das ganze gewünschte Produkt erhalten.
Eine dringend benötigte Lasertechnologie für saubere Schnitte
„Die Zugehörigkeit zu Acrotec erleichterte uns auch die Entscheidung für den Einstieg in eine komplett neuartige, innovative Laserschneidtechnologie für die Bearbeitung von anspruchsvollen Mikrokomponenten“, bekräftigt N. Giraud. Ein wesentlicher Vorteil im Vergleich zu Schneidverfahren wie dem Drahterodieren sei, dass die Bauteile nicht durch Spuren störender Substanzen wie Nickel oder Kupfer verunreinigt werden. Das sei insbesondere bei Medizintechnik-Produkten wie Implantaten von erheblicher Bedeutung. Bei der patentierten „Wasserlaser“-Technologie von Synova liessen sich zudem die Nachteile konventioneller Laserschneidsysteme vermeiden.
Beim üblichen Laserschneiden werde das Material durch einen ultraheißen Laserstrahl regelrecht durchgeschmolzen. Die Folgen seien Werkstoffschädigungen im oberflächennahen Bereich des Schnittspalts sowie Schmelzgrate auf der Unterseite des Werkstücks. Bei den LMJ-Lasern von Synova sei der Laserstrahl stattdessen im Inneren eines scharfen, sehr formstabilen zylindrischen Wasserstrahls mit einem Druck von 100-500 bar eingeschlossen. Der Laser könne dabei den Wasserstrahl aufgrund der ständigen Totalreflexion an der Grenzfläche zur Umgebungsluft nicht verlassen und bleibe deshalb über vergleichsweise lange Strecken fokussiert. Der Schneidspalt werde dabei ständig von hochreinem Wasser durchflossen, so dass selbst bei sehr empfindlichen Werkstoffen so gut wie keine Gefügeveränderungen auftreten. Zudem wiesen die Schnitte glatte, einwandfrei senkrechte Kanten auf.
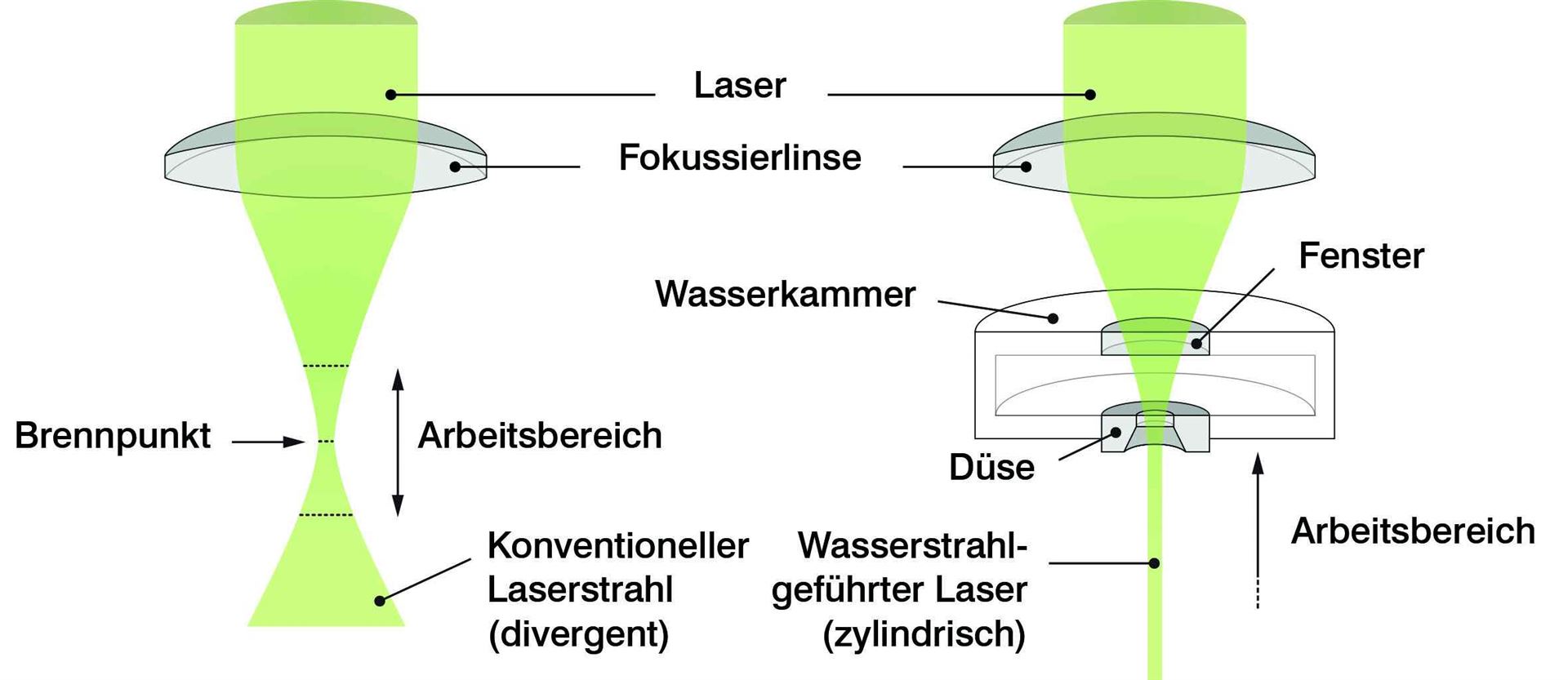
Im Unterschied zur „klassischen“ Laseroptik, bei der die Intensität des Laserstrahls hinter dem Fokuspunkt sehr schnell wieder abfällt (links), verläuft beim wassergeführten LMJ-Laser der Laserstrahl im Inneren eines formstabilen Wasserstrahls. Dies ermöglicht sehr tief reichende Schnitte mit vertikalen und sehr glatten Oberflächen.
Gute Erfahrungen mit Synova

Mit der Synova-Anlage ausgeschnittene Mikro-Komponenten für medizintechnische Geräte.
„Unsere im März 2023 gelieferte Synova-Anlage des Typs LCS 150 hat zusätzlich zu ihren drei Linear-Achsen noch eine Drehachse“, sagt T. Fradet. Die Erfahrungen mit Lieferung, Inbetriebnahme und Schulung seien durchweg positiv gewesen. Die Bedienung der Steuerung erwies sich als leicht erlernbar. Dabei habe sich positiv ausgewirkt, dass das Personal von Microweld bereits Vorerfahrung im Umgang mit Lasersystemen hatte. Mit der neuen Anlage konnte daher schon nach wenigen Wochen produziert werden. Wenn es mal Rückfragen oder Probleme gab, sei schnell und effizient geholfen worden.
Hervorzuheben seien beim LMJ-System insbesondere auch die Qualität der Schnittkanten und die Präzision im Mikrometerbereich. Während bei „klassischen“ Laserschnitten merkliche Flankenwinkel unvermeidbar sind, lägen bei der neuen Anlage die Abweichungen von der Vertikalen selbst bei Schnittspaltlängen im Zentimeterbereich bei nur wenigen µm.
Ein regelrechter Durchbruch gelang auch beim Schneiden von dünnen Graphitfolien. Hier konnte die verarbeitbare Minimaldicke von vorher 200 µm auf nur noch 70 µm verringert werden. „Sehr erfreulich ist auch die große Bandbreite an anspruchsvollen Werkstoffen wie Nitinol, Titan, Tantal, Niob oder Wolfram, die wir mit dem System verarbeiten können“, bilanziert N. Giraud.
Besitzerstolz: Thierry Fradet, Leiter Vertrieb und Entwicklung bei Microweld, CEO Norbert Giraud und Lasertechniker Xavier Perissoud vor „ihrer“ Laser MicroJet-Anlage (v.l.n.r.).
Microweld, Parc Altaïs
Microweld, Parc Altaïs
35 rue Uranus
F-74650 Chavanod
Tel.: +33-450-698485
E-Mail: technic@microweld.fr
