Lichtbogen optimieren und Schweißrauch reduzieren
Schweißfachkräfte haben es selbst in der Hand

Schweißen mit Absaugbrenner: Fronius MTW 500i Exento in Kombination mit der Fronius Exento-HighVac-Absaugung.
Beim Schweißen entsteht gesundheitsschädlicher Schweißrauch. Möchte man die Belastung von Schweißerinnen und Schweißern reduzieren und gleichzeitig die Arbeitssicherheit verbessern, sind nicht nur Prozessvarianten und Absaugtechnik von großer Bedeutung. Auch Prozessparameter spielen im Hinblick auf die Emissionsrate eine bedeutende Rolle: Drahtvorschubgeschwindigkeit, Lichtbogenlänge und Korrekturparameter beeinflussen das Ausmaß der Schadstoffe entscheidend. Die Aachener Gesellschaft für Forschungs- und Fügetechnik (FEF) nahm gemeinsam mit Fronius International verschiedene Parametereinstellungen unter die Lupe.
Wie aus dem FEF-Abschlussbericht der Schweißrauchuntersuchungen vom 13.10.2021 hervorgeht, war der Impulslichtbogen jener Prozess, der im Vergleich mit dem Low-Spatter-Control-Lichtbogen (LSC) und dem Standardlichtbogen – alle von Fronius – den vorteilhaftesten Werkstoffübergang und die geringste Schweißrauchemissionsrate (FER = Fume Emission Rate) verursachte. In einer weiteren Versuchsreihe wurde eruiert, wie sich verschiedene Brenneranstellungen, Drahtvorschubgeschwindigkeiten und Lichtbogenlängenkorrekturen auf die Emissionsrate auswirken. Geschweißt wurde mit einem PMC-Impulslichtbogen und der TPS 500i von Fronius.
MSG-Schweißparameter
verkupferte Drahtelektrode EN ISO 14341-A: G 3Si1, Ø 1,2 mm
unlegierter Baustahl S235JR, t = 8 mm
5 m/min, 8 m/min und 11 m/min
DIN EN ISO 14175: M21-ArC-18, 12l/min
PMC-Impuls
Spannungskorrektur 0, Dynamik 0
Auftragraupen PA, Kehlnähte PB
Neutral, 10° stechend, 10° schleppend
15 mm
37 cm/min
Vollmechanisiert mit Linearfahrwerk
FER beim Schweißen von Auftragraupen
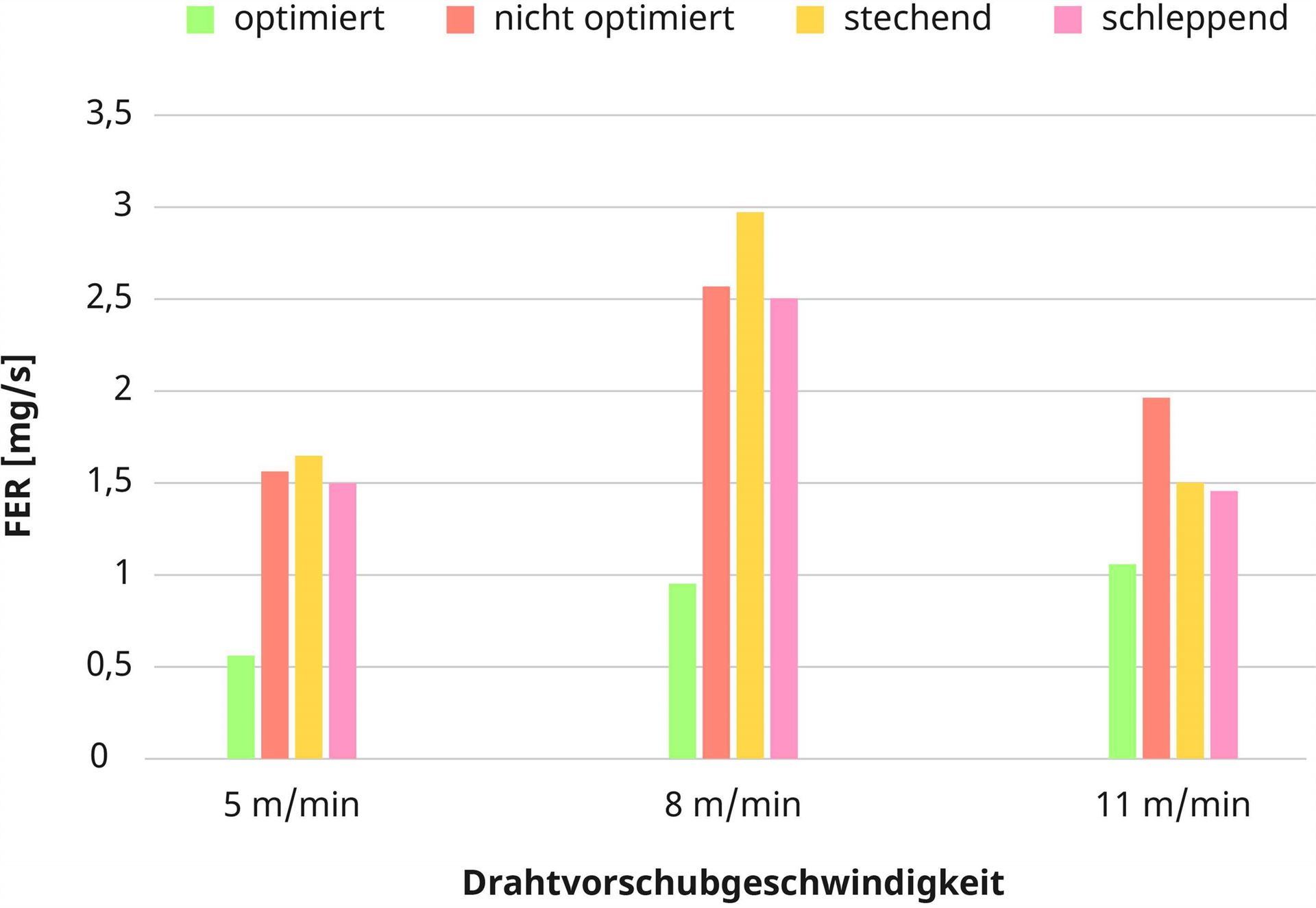
Grafik 1: Auftragraupen, Schweißprozess PMC-Impuls
Grundsätzlich kann festgestellt werden, dass die Schweißrauchemission bei 5 m/min Drahtvorschub und neutraler Brenneranstellung am geringsten ist, wobei auffällt, dass bei einer Drahtvorschubgeschwindigkeit von 11 m/min weniger Ausstoß entsteht als bei 8 m/min. Bei schleppender Brennerführung fallen die Emissionen bei allen Drahtvorschubgeschwindigkeiten eine Spur niedriger aus als bei stechender.
Optimieren Schweißerinnen und Schweißer den Lichtbogen mithilfe der Lichtbogenlängenkorrektur (im Versuch bei neutraler Brennerstellung), kann die Schweißrauchemission bei allen Drahtvorschubgeschwindigkeiten deutlich reduziert werden. Anders als bei nicht optimiertem Lichtbogen ist hier der Schweißrauchausstoß bei 8 m/min mit 0,9 mg/s etwas geringer als bei 11 m/min mit 1,1 mg/s (siehe Grafik 1).
Vergleich der Spannungsverläufe bei einem Drahtvorschub von 5 m/min
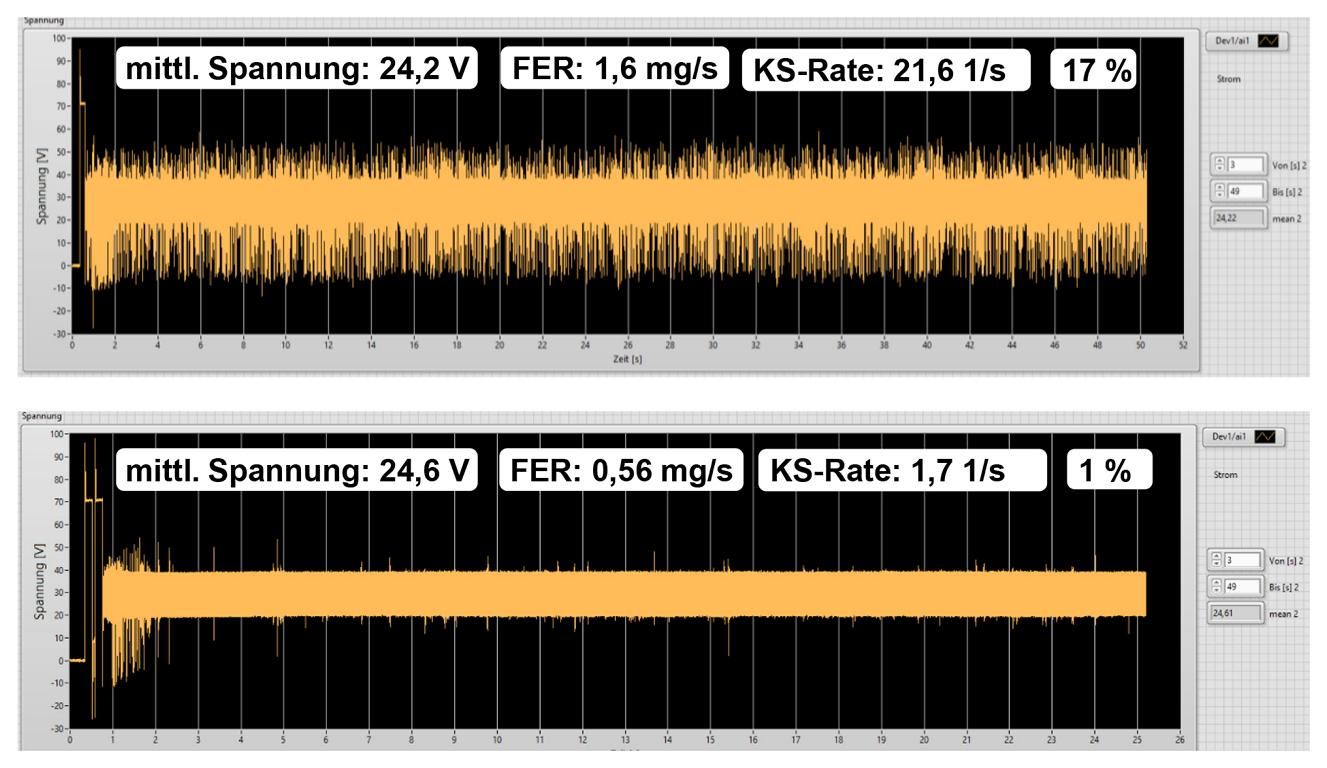
Grafik 2:
Bild oben: Drahtvorschubgeschwindigkeit 5 m/min mit neutraler Brenneranstellung
Bild unten: Drahtvorschubgeschwindigkeit 5 m/min mit neutraler Brenneranstellung, prozessoptimiert mit + 0,4 V Lichtbogenlängenkorrektur
Offensichtlich korreliert die Schweißrauchemissionsrate mit der Anzahl der Kurzschlüsse. Eine hohe Anzahl führt zu einer signifikant höheren FER. Die Studie sieht dies im Werkstoffübergang begründet. Kurzschlusserscheinungen verursachen Prozessstörungen, die Metalldampf und Metallspritzer zur Folge haben. Möchte man die Emissionen auf ein Minimum senken, empfiehlt sich eine Prozesseinstellung, die Lichtbogenlänge und Kurzschlussreduktion auf einen Nenner bringt – also den Lichtbogen nicht zu lang und nicht zu kurz hält. Mit leicht ansteigender mittlerer Spannung werden beide, Kurzschlusserscheinungen und Emission, reduziert (Grafik 2).
Die Schweißprozesse bei 8 und 11 m/min verhalten sich hinsichtlich der Zusammenhänge zwischen mittlerer Spannung, Kurzschlusserscheinungen und Schweißrauchemission analog zum Prozess bei 5 m/min.
FER beim Schweißen von Kehlnähten
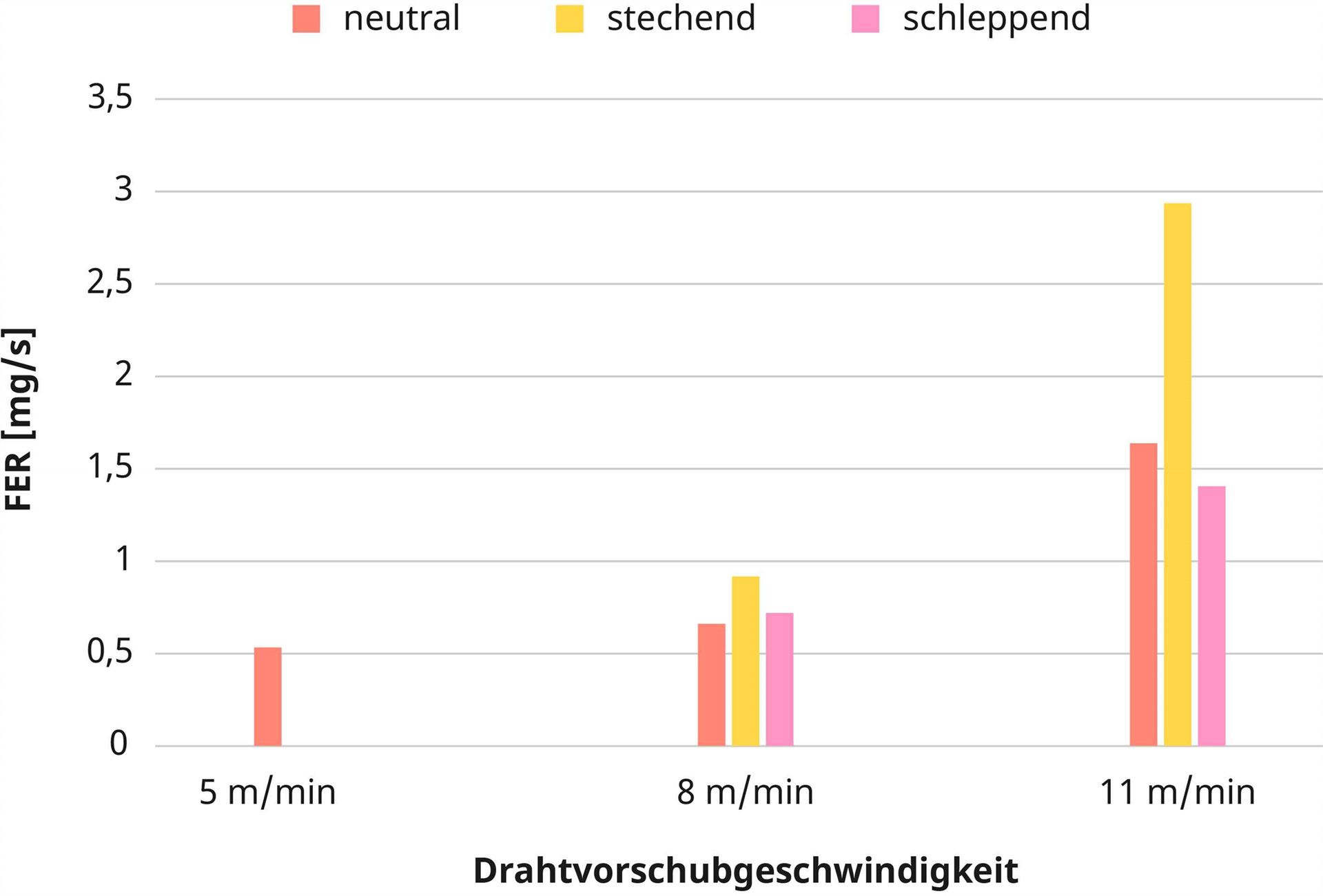
Grafik 3: Kehlnähte, Schweißprozess PMC-Impuls
Beim Impulsschweißen mit Drahtvorschubgeschwindigkeiten von 5 m/min und 8 m/min kommt es mit 0,55 mg/s beziehungsweise 0,7 mg/s zu deutlich kleineren Emissionsraten als mit einem Drahtvorschub von 11 m/s. Hier beträgt der Ausstoß 1,7 mg/s, also im Vergleich zur Drahtförderung von 5 m/min sogar mehr als das Dreifache. Grund dafür ist analog zu den Auftragraupen die geringere Anzahl an Kurzschlusserscheinungen, wobei auch hier die schleppende Brennerführung zu geringeren Ausstößen führt – bei einer Drahtvorschubgeschwindigkeit von 11 m/min sogar zu einer beträchtlich geringeren Emissionsrate (siehe Grafik 3). Hier ist der Ausstoß sogar geringer als bei neutraler Brenneranstellung.
Insgesamt sind die Schweißrauchemissionen auf niedrigerem Niveau als bei den Auftragraupen. Der jeweils niedrigste Wert der Drahtvorschubgeschwindigkeiten ist mit den Emissionen der optimierten Prozesse (siehe Grafik 1, grüne Balken), mit denen die Auftragraupen geschweißt wurden, vergleichbar.
Die Schweißrauchemissionsraten der stechenden und schleppenden Brenneranstellung ähneln sich bei einer Drahtvorschubgeschwindigkeit von 8 m/min in den absoluten Werten – wie auch bei den Auftragraupen – sehr stark. Dagegen tritt beim stechenden Schweißprozess bei 11 m/min mit rund 2,8 mg/s eine signifikant höhere FER zutage.
Vergleich der Spannungsverläufe bei einem Drahtvorschub von 11 m/min
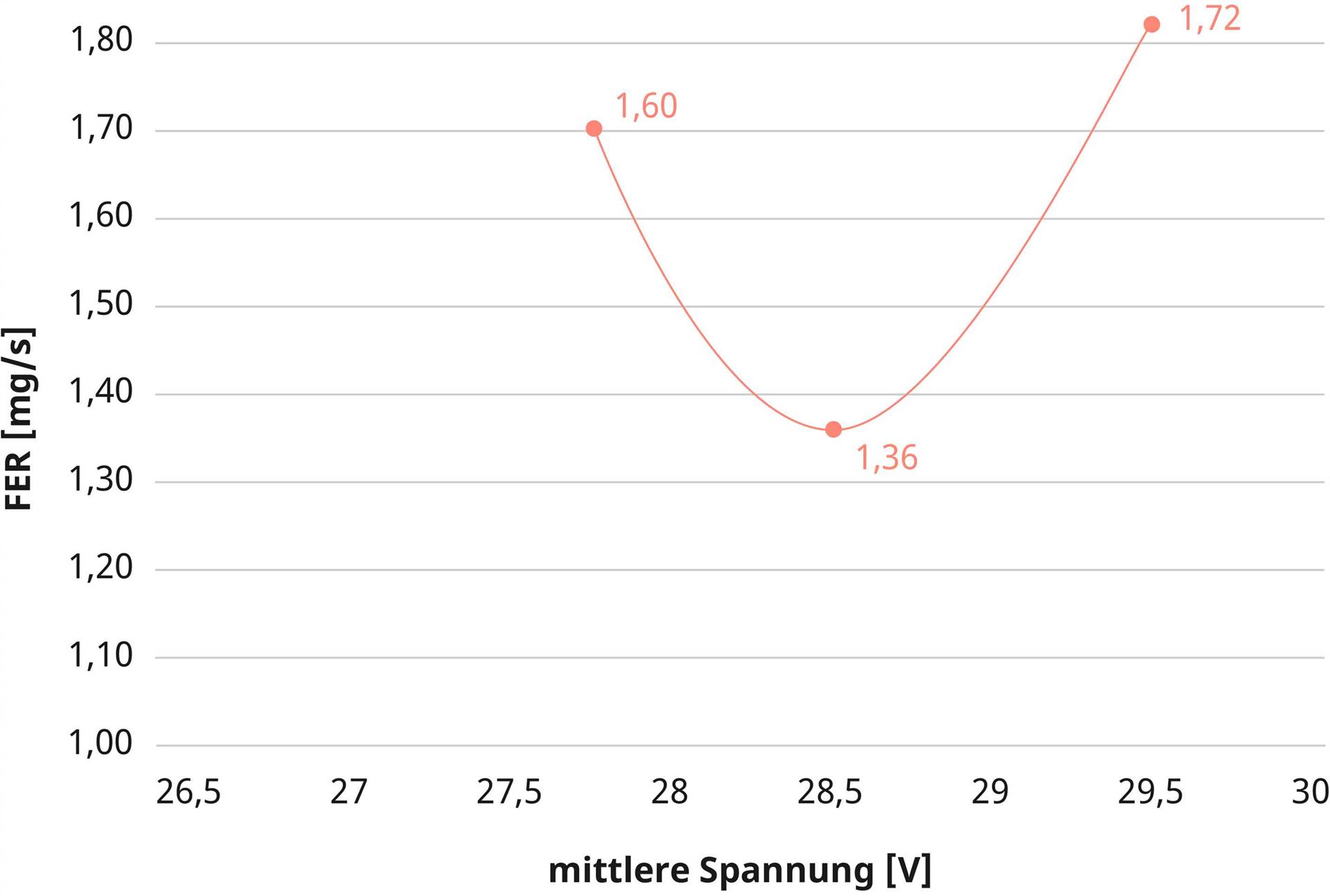
Grafik 4: Schweißrauchemissionen in Relation zur Spannung
Im Versuch der FEF wurde das Verhältnis zwischen Emissionsrate und mittlerer Spannung bei 11 m/min Drahtvorschubgeschwindigkeit genauer betrachtet: Bei drei Messwerten ergibt sich ein Minimum bei 1,36 mg/s (optimiert mit Lichtbogenlängenkorrektur -1,5 V). Dort befindet sich der Arbeitspunkt, bei dem sporadisch Kurzschlusserscheinungen auftreten, der Lichtbogen aber nicht unnötig lang ist. Der Prozess ohne Lichtbogenlängenkorrektur erzeugt aufgrund des längeren Lichtbogens und der höheren Prozessleistung mehr Emissionen (1,72 mg/s). Steigt die Anzahl der Kurzschlusserscheinungen mit sinkender mittlerer Spannung an (Lichtbogenlängenkorrektur -2,5 V), so steigt auch die Schweißrauchemission (1,6 mg/s), siehe Grafik 4.
Fazit: Schweißrauchoptimierte Prozesse tragen viel zur Emissionsreduktion bei.
Schweißerinnen und Schweißer haben es selbst in der Hand: Mit der gezielten Auswahl von Schweißprozess, Drahtvorschubgeschwindigkeit und Lichtbogenlänge kann der Schweißrauch entscheidend reduziert werden.
Zusammenfassend lässt sich sagen: Grundsätzlich ist die Schweißrauchemissionsrate von der Abschmelz- bzw. Prozessleistung abhängig, wobei der Werkstoffübergang entscheidend ist. Ist ein Lichtbogen sowohl zu kurz als auch zu lang, führt das zu höheren Kurzschlussraten und somit zu mehr Schweißrauchemissionen.
Optimiert man dagegen den Schweißprozess mithilfe der Lichtbogenlängenkorrektur und verwendet zusätzlich einen Absaugbrenner wie zum Beispiel den Fronius MTW 500i Exento in Kombination mit einer Fronius Exento-HighVac-Absaugung, können bis zu 99 % des Schweißrauchs abgesaugt werden.
Leistungsstarke und punktgenaue Absaugung
Absaugschweißbrenner verhindern das Ausbreiten des Schweißrauchs genau dort, wo er entsteht: unmittelbar beim Schmelzbad. Sie schützen nicht nur die Schweißfachkräfte während der Fügearbeiten, sondern auch alle anderen Personen, die sich in der Werkstückumgebung befinden.
Weil eine komplexe Bauart nicht zulasten der Gesundheit und Produktivität von Schweißerinnen und Schweißern gehen darf, hat Fronius bei der Entwicklung der Absaugschweißbrenner ein besonderes Augenmerk auf Ergonomie gelegt: Sie liegen beim Fügen perfekt in der Hand, während eine LED-Lampe das Schweißen in dunkler Umgebung erleichtert und bei der Qualitätskontrolle unterstützt. Zum Einstellen der Absaugleistung muss man nicht extra zur HighVac-Absaugung laufen, sondern nur eine Taste an der Griffschale betätigen.
Exento Absaugschweißbrenner erfüllen die Anforderungen der Norm DIN EN ISO 21904-1 Arbeits- und Gesundheitsschutz beim Schweißen und bei verwandten Verfahren.
