Bearbeitungszeit runter, Standmenge rauf
Sera GmbH steigert Produktivität mit LOGIQ 3 CHAM-Wechselkopfbohrer von ISCAR

Löcher, soweit das Auge reicht: Die Lochplatten für Verdichter der sera GmbH weisen bis zu 1.900 Durchgangsbohrungen auf.
Bei der Produktion von Lochplatten für Verdichter, die in der Gasindustrie eingesetzt werden, muss die sera GmbH bis zu 1.900 Bohrungen in gleichbleibend guter Qualität in den Rohling einbringen. Bisher dauerte der Vorgang zu lang, außerdem verschlissen die eingesetzten Werkzeuge sehr schnell. Die Lösung: Mit dem Wechselkopfbohrer LOGIQ 3 CHAM von ISCAR verringert der Hersteller die Bearbeitungszeit deutlich und verdoppelt die Standmenge.
„Unsere Kunden erwarten von unseren Produkten hohe Qualität und Langlebigkeit“, sagt Rene Groß. Der Industriemeister arbeitet bei der sera GmbH in der Arbeitsvorbereitung. Das Unternehmen bietet effiziente, auf die Kundenbedürfnisse abgestimmte Applikationslösungen für die exakte Dosierung, Förderung und Verdichtung von Flüssigkeiten und Gasen. Die sera-Gruppe verfügt über sieben Standorte sowie 80 Vertriebspartner weltweit. Am Hauptsitz in Immenhausen bei Kassel fertigen 250 Mitarbeiterinnen und Mitarbeiter Dosierpumpen und Kompressoren für die internationalen Kunden unter anderem aus der Chemiebranche, der Kraftwerkstechnik, der Wasseraufbereitung und der Textilindustrie.
„Wir suchen immer nach neuen, innovativen Lösungen und Optimierungsmöglichkeiten für bestehende Prozesse“, erzählt Groß. Mit den Werkzeugspezialisten von ISCAR haben die Maschinenbauer dafür seit mehr als 25 Jahren den richtigen Partner an der Seite, der das Unternehmen, seine Produkte, Prozesse und Maschinen ganz genau kennt. Das zahlte sich jetzt einmal mehr aus: Bei der Fertigung von Lochplatten für Verdichter war das Team um Rene Groß nicht zufrieden mit der bisherigen Lösung.
Wechselkopf-Bohrsystem bietet zahlreiche Vorteile
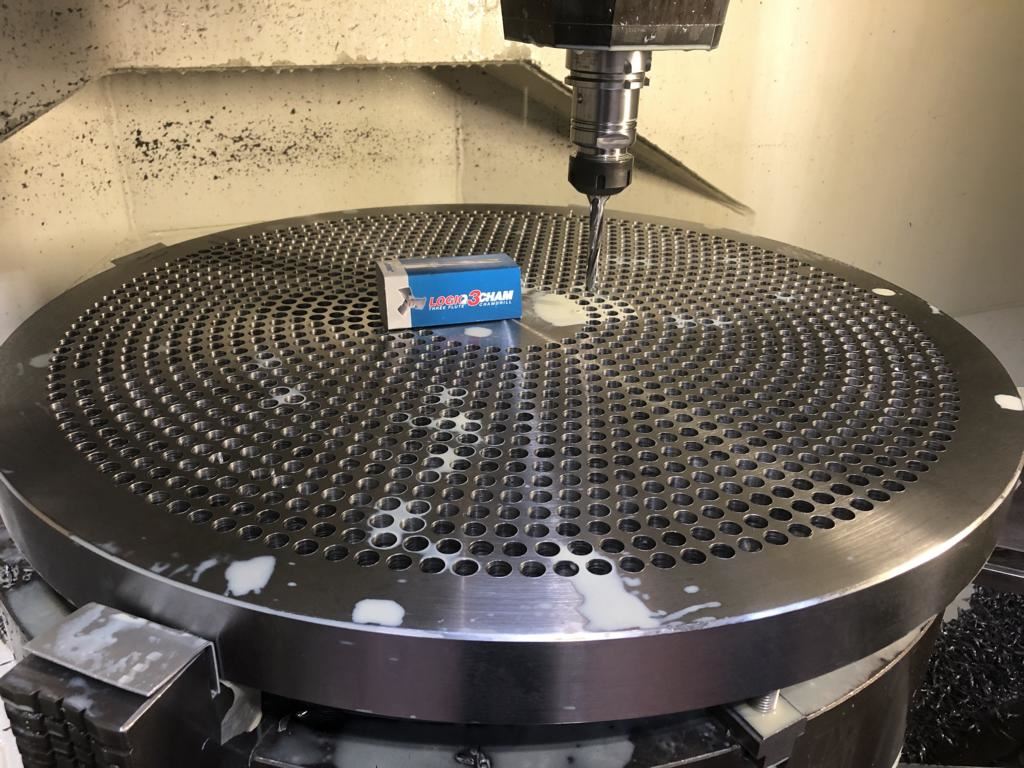
Mit dem LOGIQ 3 CHAM-Wechselkopfbohrsystem kann sera die Bohrungen deutlich schneller und mit weniger Werkzeugwechseln einbringen.
„Bei einem meiner regelmäßigen Besuche stellte ich Rene Groß unsere LOGIQ 3 CHAM-Wechselkopfbohrer und ihre Vorteile vor“, sagt Frank Henze, Beratung und Verkauf bei ISCAR. „Denn sera ist immer an innovativen Produkten interessiert und aufgeschlossen für Tests mit neuen Werkzeugen.“
Im Vergleich zu Bohrwerkzeugen mit zwei Schneiden erlaubt der dreischneidige LOGIQ 3 CHAM um bis zu 100 Prozent höhere Vorschubwerte, was die Produktivität deutlich steigert. Sein Bohrkopf-Klemmsystem ist einfach und sicher zu handhaben und benötigt keine weiteren Ersatzteile. So entstehen selbst in der Maschine nur minimale Rüstzeiten beim Bohrkopfwechsel. Die radiale und axiale Klemmkraft wird ausschließlich in der schwalbenschwanzähnlichen Passung erzeugt. Sie bietet im Zusammenspiel mit den großen Anlageflächen eine sehr hohe Sicherheit auch bei unregelmäßigen Schnittkräften, die beispielsweise bei Anbohrprozessen auf schrägen Flächen oder Querbohrungen entstehen. Die H3P-IQ-Bohrkopfgeometrie mit den geschwungenen Hauptschneiden wurde für den Einsatz bei ISO-P- und ISO-K-Werkstückstoffen entwickelt und ermöglicht ein weiches Schnittverhalten mit kurz brechenden Spanlocken.
ISCAR konzipierte das Bohrkopf-Zentrum mit den drei spitz zulaufenden Schneiden im Hinblick auf eine gute Zentrierfähigkeit bei möglichst hoher Stabilität. Daraus resultieren geringe Axialkräfte und Drehmomentwerte während des Anbohrens sowie eine hervorragende Eigenzentrierfähigkeit – selbst unter schwierigen Einsatzbedingungen. Alle Bohrkörpervarianten besitzen eine innere Kühlmittelzufuhr an jede Schneide sowie große, polierte Spankammern, die durch variable Spiralwinkel den Spanfluss zusätzlich verbessern. Auf die LOGIQ 3 CHAM-Bohrkörper lassen sich zehn verschiedene Bohrkopfdurchmesser montieren. Mit dieser Auslegung ist der Anwender nicht nur flexibler, er spart auch Lagerhaltungskosten. Die Werkzeuge sind in 3xD-, 5xD- und 8xD-Ausführung für Durchmesser von zwölf bis 25,9 Millimetern erhältlich.
LOGIQ 3 CHAM überzeugt bei Testläufen

Im Vergleich zu Bohrwerkzeugen mit zwei Schneiden erlaubt der dreischneidige LOGIQ 3 CHAM um bis zu 100 Prozent höhere Vorschubwerte, was die Produktivität deutlich steigert.
„Ich war begeistert vom LOGIQ 3 CHAM und hatte unsere Lochplatten auch gleich als mögliches Einsatzfeld für das Bohrsystem im Kopf“, schwärmt Groß. sera fertigt diese Komponenten rund 20 Mal im Jahr und immer genau abgestimmt auf die Anforderungen des Kunden. In die 50 Millimeter starken Rohlinge aus unlegiertem Baustahl 1.0570 mit Durchmessern von 530 oder 850 Millimetern müssen zwischen 900 und 1.900 Durchgangsbohrungen eingebracht werden. Abhängig vom Druck, der im Verdichter benötigt wird, variieren Bohrdurchmesser und die Zahl der Bohrungen. „Bei den Löchern selbst sind die Anforderungen an die Oberflächengüte nicht außergewöhnlich hoch“, sagt Groß und grinst. „Sie müssen halt sauber drin sein.“ Bisher arbeitete sera hier mit einer zyklengesteuerten Bohrmaschine und HSS-Bohrern. „Das dauerte allerdings pro Werkstück bis zu 20 Stunden, zudem arbeiteten die Werkzeuge nicht prozesssicher, und wir mussten sie bereits nach 300 Bohrungen austauschen“, erzählt Groß. „Da war also deutlich Luft nach oben.“
Testläufe im TechCenter in Ettlingen und auf den Maschinen bei sera zeigten das immense Optimierungspotenzial, das der LOGIQ 3 CHAM auf einer 5-Achs-Bearbeitungsmaschine bot. „Im Vergleich zur bisherigen Lösung halbierte sich die Bearbeitungszeit nahezu von sechs auf 3,7 Sekunden pro Bohrung, wir konnten den Vorschub von 0,14 auf 0,36 Millimeter steigern und verdoppelten die Standzeit auf jetzt 600 Bohrungen“, erklärt Lucas Sundheim, Anwendungstechniker bei ISCAR. „Da sind wir auf Nummer sicher gegangen – vom Verschleißbild her wäre noch deutlich mehr möglich gewesen.“
Erfolg auf ganzer Linie

Das Bohrkopf-Klemmsystem des LOGIQ 3 CHAM ist einfach und sicher zu handhaben und benötigt keine weiteren Ersatzteile. Der Bohrkörper verbleibt beim Kronenwechsel in der Maschine und muss anschließend nicht mehr eingemessen werden. So entstehen selbst in der Maschine nur minimale Rüstzeiten beim Bohrkopfwechsel.
Mit der neuen Lösung hat sera inzwischen einige Lochplatten gebohrt. Dabei kamen die Bohrer mit verschiedenen Durchmessern zum Einsatz. Das Ergebnis überzeugt: „Der LOGIQ 3 CHAM hat unsere Erwartungen mehr als erfüllt, und die Zusammenarbeit mit dem ISCAR-Team war wieder einmal hervorragend“, freut sich Rene Groß. „Wir können die Komponenten jetzt deutlich schneller bearbeiten. Für die Platte mit 1.900 Löchern stehen nur noch vier Stunden auf der Uhr. Außerdem müssen wir das Werkzeug seltener wechseln.“ Obwohl das mit dem LOGIQ 3 CHAM kein Problem ist und blitzschnell geht. Der Bohrkörper verbleibt beim Kronenwechsel in der Maschine und muss anschließend nicht mehr eingemessen werden. „Die Wiederholgenauigkeit liegt hier bei 2/100 Millimetern“, ergänzt Lucas Sundheim.

Vom geringen Verschleiß am Werkzeug auch nach 600 Bohrungen überzeugen sich (v.l.) Lucas Sundheim, Anwendungstechniker bei ISCAR, Horst Rode, Arbeitsvorbereitung zerspanende Fertigung bei sera, Frank Henze, Beratung und Verkauf bei ISCAR, und Rene Groß, Industriemeister in der Arbeitsvorbereitung bei sera.
