Einfach besser gewinden
Praktische Tipps für bessere Zerspanungsergebnisse
Vor dem Gewinden gilt es, den gesamten Prozess einheitlich zu analysieren.
Solange es einigermaßen läuft, bleiben die Prozesse, mit denen jeweils die Gewinde in ein Werkstück eingebracht werden, unangetastet. Prozessstabilität und -sicherheit wird höchste Priorität eingeräumt. Diese Zurückhaltung hat oft gute Gründe. Doch lassen Produktionsverantwortliche beim Gewinden Optimierungspotenzial für einen wirtschaftlicheren oder stabileren Prozess oft liegen. Potenzial, das sich oft schon anhand von wenigen Faustregeln identifizieren lässt.
Die konservative, defensive Haltung in Bezug auf das Gewinden ergibt sich aus einer Gemengelage aus zum Teil veraltetem Wissen, richtigen Gründen und Vorurteilen. Viele Hersteller unterschätzen, wie viel Handlungsspielraum sie tatsächlich haben. So sind die Mehrzahl der Gewinde, die heute industriell gefertigt werden, metrische ISO-Gewinde. Das heißt konkret: Sie müssen den Vorgaben der für sie geltenden Norm entsprechen, der DIN 13-1:1999-11. Definiert werden durch die Norm die wichtigen Maße und Maßverhältnisse des jeweiligen ISO-Gewindes. Was viele nicht im Blick haben: Wie das Gewinde hergestellt wird, ob durch Fräsen, Bohren oder Formen, bleibt von den DIN-Normen für Gewinde unberührt. Das heißt: Grundsätzlich sind Gewindehersteller bei der Wahl des Gewinde-Verfahrens frei, außer wenn weitere Normen oder Regularien gelten.
Ein weiterer Grund für das Festhalten an bekannten Prozessen: Das Einbringen der Gewinde steht meistens am Ende des Bearbeitungsprozesses eines komplexen Werkstückes. Das heißt: Wenn hier Probleme auftreten, zum Beispiel die Maßvorgaben nicht exakt eingehalten werden oder im schlimmsten Fall ein Gewindebohrer abbricht und stecken bleibt, ist der Verursacher für den kompletten vorhergehenden Bearbeitungsprozess in Haftung.
Das kann teuer werden. Da verzichtet man lieber auf Experimente mit neuen Verfahren wie zum Beispiel dem Gewindefräsen. In einigen Bereichen gibt das auftraggebende Unternehmen das Verfahren für das Gewinden auch sehr konkret vor, wie zum Beispiel bei Gewinden, die einer starken mechanischen Belastung ausgesetzt sind. Aber selbst in solchen Fällen kann es lohnen, sich den Prozess, mit dem die Gewinde eingebracht werden, noch einmal genauer anzuschauen.
1. Den Prozess ganzheitlich analysieren

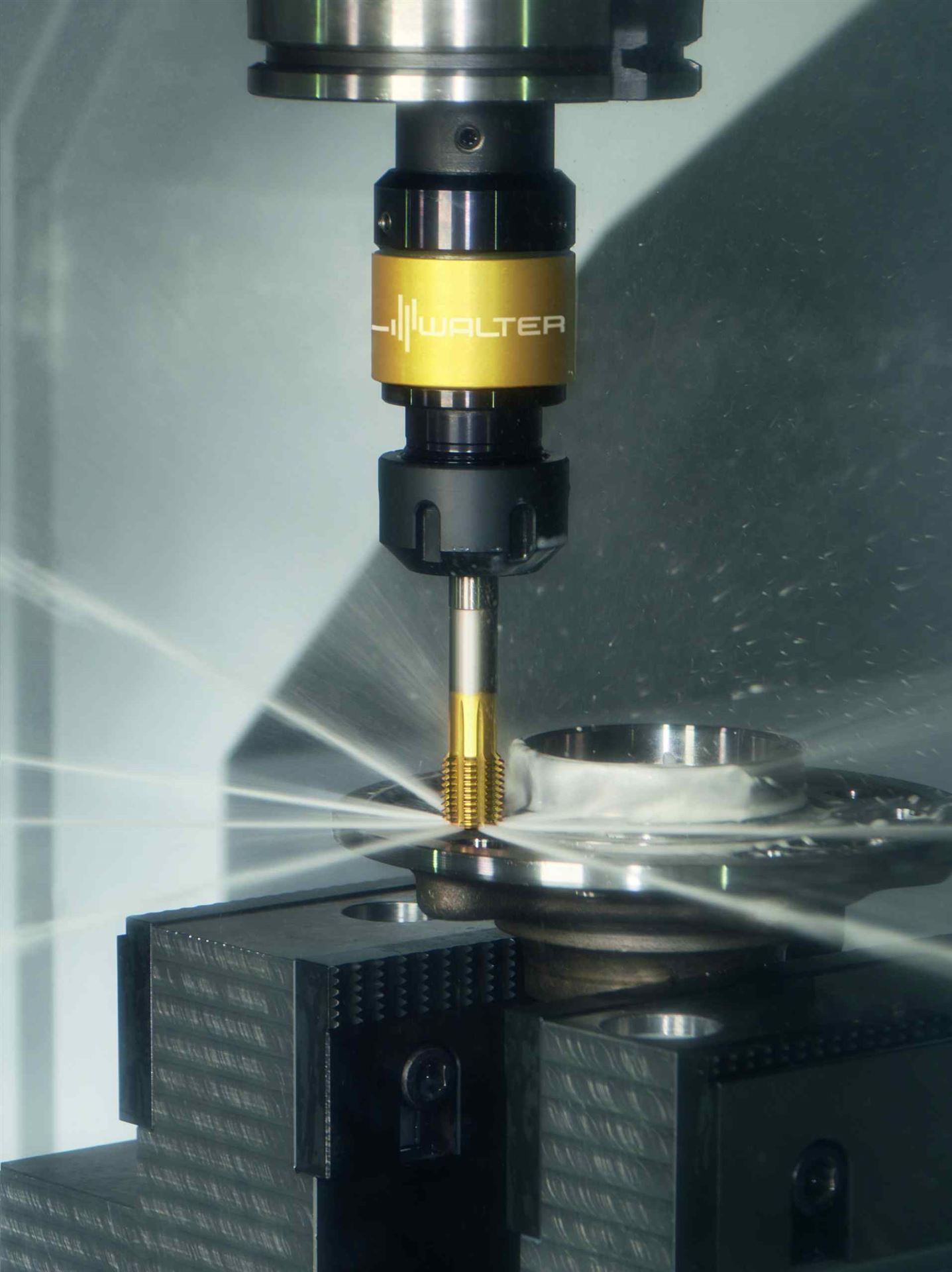
Der Spantransport ist beim Gewindebohren das klassische und oft nicht einfach zu lösende Problem.
Typischerweise denken Prozessverantwortliche darüber nach, was sie bei dem bisherigen Prozess für das Gewinden verändern sollten, wenn sich die Bearbeitungszeit pro Gewinde oder die Standzeit des Werkzeugs deutlich verschlechtert oder wenn sich wichtige Parameter im Prozess ändern, wie beispielsweise Änderungen beim Werkstoff oder bei den Maschinen, mit denen produziert wird. Oft versucht man dann, durch punktuelle Veränderungen, wie bei den Schnittdaten oder durch den Wechsel des Werkzeugs, Erfolge zu erzielen. Das kann funktionieren oder zumindest das akute Problem im Produktionsprozess lösen. Nachhaltige Optimierungserfolge lassen sich aber eher mit einer ganzheitlichen kritischen Betrachtung des Prozesses erzielen.
Dabei gilt es vier Aspekte zu beachten:
● Mit welchem Material habe ich es zu tun? Welche Materialeigenschaften, wie beispielsweise die Zugfestigkeit, haben einen entscheidenden Einfluss auf den Gewindeprozess?
● Mit welchen Schnittdaten arbeite ich? Passen sie zu den konkreten Prozessbedingungen, die durch das zu erstellende Gewinde, den Werkstoff, das Werkzeug und die Maschine bestimmt sind?
● Wie sehen die konkreten Bearbeitungsbedingungen aus: stabile oder labile Werkstücke, tiefsitzende Gewinde, gibt es eine Störkontur, welche Spannmittel stehen zur Verfügung, ist eine Synchronspindel vorhanden?
● Welches Ziel hat die Prozessoptimierung: bessere Bearbeitungszeit, höhere Standmenge, Verbesserung der Prozesssicherheit, Reduzierung der Werkzeugvielfalt und dadurch der Werkzeugkosten?
2. Welches Gewindeverfahren eignet sich am besten?

Die Spanlosigkeit des Verfahrens und die hohe Festigkeit der Gewinde zeichnet das Gewindeformen aus.
Meistens steht das grundsätzliche Bearbeitungsverfahren fürs Gewinden bei Optimierungsprozessen nicht zur Debatte, außer wenn sich zeigt, dass der Prozess auch mit allen möglichen Veränderungen nicht sicher oder wirtschaftlich läuft. Was als schwerwiegendes Problem beginnt, kann aber auch zur echten Chance werden, die eigenen Gewindungsprozesse von Grund auf zu überdenken und sich so auch weitere Anwendungsfelder zu erschließen.
Gewindebohren: Sicherlich immer noch das am weitesten verbreitete Verfahren, Innengewinde zu fertigen, und das ist auch in gewisser Weise das Problem. Weil viele Unternehmen viel Erfahrung damit haben und die entsprechende Ausstattung, setzt man auch dann darauf, wenn für konkrete Anwendungen ein Verfahren wie das Gewindefräsen für mehr Sicherheit und Wirtschaftlichkeit im Prozess sorgen würde. Das klassische und oft nicht einfach zu lösende Problem, das bis zum Werkzeugbruch führen kann, ist hier der Spantransport. Außerdem ist der Härtegrad des Werkstoffs ein begrenzender Faktor: Je härter das Metall, desto länger die Bearbeitungszeit pro Gewinde bzw. desto kürzer die Standzeit des Bohrers.
Gewindeformen: Der große Vorteil des Formens ist die hohe Festigkeit des Gewindes und die Spanlosigkeit des Verfahrens, was sich besonders bei tiefen Gewinden bewährt. Auch bei den Werkstoffen ist man hier recht breit aufgestellt, als einzige Einschränkung gilt nur die Bruchdehnung des Werkstoffs, diese sollte mindestens 7 Prozent sein, jedoch 1200 N/mm² Zugfestigkeit nicht überschreiten. Im Gegensatz zum Bohren oder Fräsen müssen hier aber recht enge Toleranzen für den Vorbearbeitungsdurchmesser eingehalten werden. Außerdem kann man geformte Gewinde nicht nachbearbeiten. Aus hygienischen Gründen, – an den geformten Spitzen können sich einfacher Bakterien und Keime ablagern –, dürfen Werkstücke für die Pharma- und Lebensmittelindustrie grundsätzlich nicht mit geformtem Gewinde ausgestattet sein.
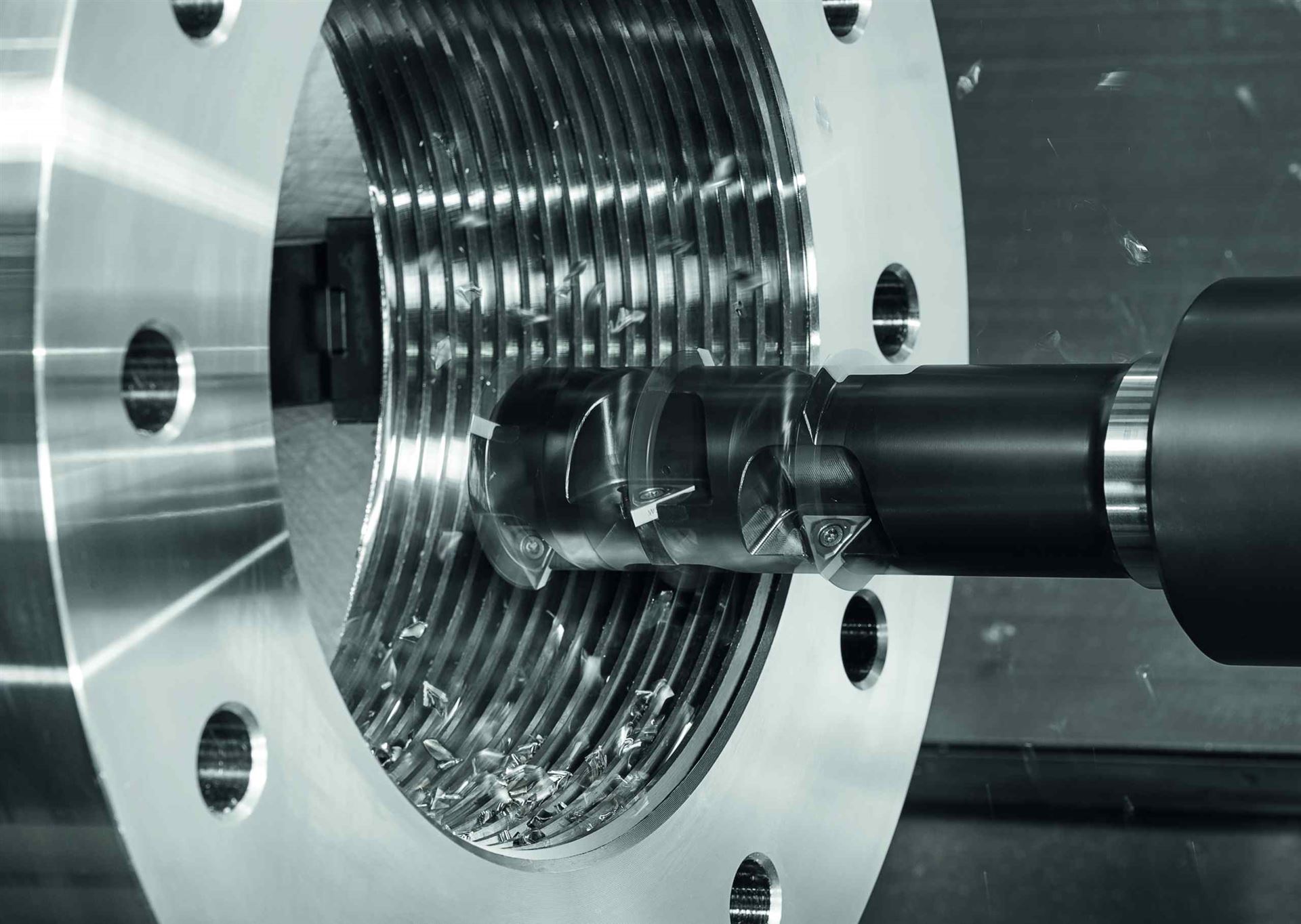
Gewindefräsen: Das Verfahren ist lange auf Vorbehalte gestoßen, weil es einige Anforderungen an den Maschinenpark stellt und die CNC-Steuerung entsprechend programmiert werden muss. Mittlerweile hat es sich aufgrund seiner Universalität und Prozesssicherheit aber in vielen Bereichen etabliert: Als fräsendes Verfahren lässt es sich in kurz- und langspanenden Materialien einsetzen, die Spanabfuhr bleibt gewährt. Unterschiedliche Gewindegrößen lassen sich bei gleicher Gewindesteigung mit nur einem Werkzeug fertigen. Außerdem werden maßgenaue und lehrenhaltige Gewinde bis annähernd zum Bohrungsgrund produziert. Das heißt, Unternehmen, die Gewinde fräsen, müssen auch deutlich weniger Werkzeuge vorhalten als beim Bohren oder Formen. Auch in schwierigen Werkstoffen oder bei herausfordernden Bauteilen überzeugen Gewindefräser wie der Walter TC620 Supreme durch außerordentlich hohe Prozesssicherheit, Produktivität und hohe Standmenge.
3. Ein Tipp, mit dem Sie sofort bis zu 20 Prozent wirtschaftlicher Gewinden
Der Walter Gewindeformer TC430 Supreme ermöglicht ausreißfestere Gewinde bei dynamischer Krafteinwirkung.
Es gibt immer noch erstaunlich viele Betriebe, die eine Sorte Gewindebohrer für Durchgangs- und Grundlochgewinde nutzen. Man kann zwar Grundlochbohrer für Durchgangsgewinde einsetzen, man verschenkt dann aber auch Standzeit und Prozesssicherheit. Setzen Sie für Durchgangsgewinde auch Durchgangsgewindebohrer ein: Ihre Geometrie ist so eingerichtet, dass die Späne sicher nach vorne abgeführt werden, im Gegensatz zu Grundlochgewinden, wo der Gewindebohrer so gestaltet sein muss, dass die Späne durch die Spannut aus der Bohrung befördert werden und die Spanwurzel beim Reversieren abgescheert wird. Aufgrund dieses Unterschieds schafft ein Durchgangsgewindebohrer, korrekt eingesetzt, auch eine deutlich höhere Standzeit als ein Grundlochgewindebohrer.
