Wirtschaftliche Bearbeitungs-Alternative
Den Wirkungsgrad von Scroll-Verdichtern verbessern

Scrollverdichter bestehen im Wesentlichen aus zwei Funktionsbauteilen mit ineinandergreifenden Spiralen, die hochpräzise zerspant werden müssen.
Hersteller von Scrollverdichtern bedienen einen vielversprechenden Markt – und mit dem richtigen Equipment lohnt sich diese Zerspanung auf jeden Fall. Als wirtschaftliche und hochgenaue Fertigungslösung empfiehlt pL LEHMANN, Schweizer Hersteller von CNC-Drehtischen, das von ihm entwickelte „rotomilling“-Verfahren. Es benötigt als Grundvoraussetzung lediglich ein Standardfräszentrum und einen ergänzenden pL LEHMANN-Präzisionsdrehtisch.
Zuverlässigen Prognosen zufolge soll der Bedarf an Scrollverdichtern in den nächsten Jahren auf grosse Mengen anwachsen. Schliesslich sorgen diese kompakten, leistungsstarken Kompressoren in Kühlsystemen, Klimaanlagen und Wärmepumpen dafür, dass Druck und Temperatur der Kältemittel steigen. Ein wachsendes Einsatzgebiet sind zudem Hybrid- und Elektrofahrzeuge, in denen sie genutzt werden, um Elektromotoren, Batterien und den Innenraum zu kühlen.
Ein solcher Scrollverdichter besteht im Wesentlichen aus zwei Funktionsbauteilen mit ineinandergreifenden Spiralen. Während das eine Teil feststeht, bewegt sich das andere (auch als Orbit bezeichnet) exzentrisch auf einer kreisförmigen Bahn. Dabei wird das gasförmige Medium zunehmend nach innen komprimiert. Für einen hohen Wirkungsgrad müssen die beiden Spiralen engste axiale und radiale Spaltabstände einhalten, denn berühren dürfen sie sich im Zusammenbau nicht. Das heisst, die Toleranzvorgaben für Form und Rechtwinkligkeit der Spiralen liegen teilweise unter 20 µm. Auch die Oberflächengüten sind anspruchsvoll. Die Rz-Werte sollten in einem Bereich kleiner als 10 µm liegen.
Derzeit werden solche Scroll-Bauteile auf ein- oder zweispindligen, meist vier- oder fünfachsigen Bearbeitungszentren gefräst und die Spirale via Interpolation von X- und Y-Achse erzeugt. Letzteres bringt den Nachteil mit sich, dass die Frässpindel Umkehrpunkte passieren muss, in denen eine Achse die Bewegungsrichtung ändert – verbunden mit physikalisch bedingten Ungenauigkeiten von einigen Mikrometern.
Interpolation von Rund- und Linearachse

Mit dem rotomilling-Verfahren bietet pL LEHMANN ein kostengünstiges Verfahren zur Scrollbearbeitung an, mit dem sich hohe Präzision und Oberflächengüte erzeugen lassen.
Als Alternative bietet pL LEHMANN, CH-Bärau, das für die Scroll-Bearbeitung entwickelte Verfahren „rotomilling“ an. Kernelement ist ein hochpräziser, ein- oder zweiachsiger pL CNC-Drehtisch, der auf einem vertikalen, dreiachsigen Bearbeitungszentrum auf den Maschinentisch gesetzt wird. Er ermöglicht eine Zerspanung, bei der die lineare X-Achse und die Drehachse des CNC-Drehtisches interpoliert werden.
Daraus entstehen mehrere Vorteile gegenüber der Kreisinterpolation: Es gibt keinen Quadrantenübergang, und der Zerspanungsprozess ist perfekt kontrollierbar. Ausserdem wird die Kräfteumlenkung auf das Werkzeug vermieden, so dass eine hervorragende Formgenauigkeit über die ganze Spirallänge und -höhe erzeugt wird. Auch der Boden des Scrolls lässt sich hochgenau zerspanen.
Der Präzisionsdrehtisch macht den Unterschied
Entscheidend dabei ist die hohe Präzision des CNC-Drehtischs bezüglich Rund-, Plan- und Taumelgenauigkeit in Verbindung mit einem vorgespannten, spielfreien Getriebe mit hervorragendem Gleichlauf. All das ist bei den CNC-Drehtischen von pL LEHMANN standardmässig vorhanden und kann mittels Option noch weiter erhöht werden. Die Schweizer Drehtisch-Spezialisten betonen, dass ihnen kein Wettbewerbsprodukt bekannt ist, das die erforderlichen hohen Anforderungen erfüllt. Denn die genannten Genauigkeiten sollten in einem Toleranzbereich von 2 µm bis 3 µm liegen – was pL LEHMANN durch eine Lagertechnik auf höchstem Niveau und mit dem spielfrei vorgespannten Getriebe gewährleistet. Dafür werden die Lagerstellen in einem über viele tausend Drehtische hinweg optimierten Fertigungsprozess direkt in Spindel und Gehäusepartie eingearbeitet, bei den kleineren Baugrössen spindelseitig sogar inklusive des Getrieberades.
Messungen bestätigen die hohe Qualität

Der PGD-Drehtisch EA-510v von pL Lehmann gewährleistet höchste Präzision durch sein spielfrei vorgespanntes Getriebe und eine Lagertechnik auf höchstem Niveau.
Um die Qualität der rotomilling-Bearbeitung nachzuweisen, fräste pL LEHMANN eine Serie Scroll-Bauteile auf einem DMG MORI M1 Bearbeitungszentrum zum einen mittels Kreisinterpolation und zum anderen mit rotomilling. Für letztere Zerspanung wurde das BAZ mit einem pL-Drehtisch T1-510520 TAP2 ergänzt. Während beim kreisinterpolierten Frästeil am Quadrantenübergang eine Stufe von 8 µm zu messen war, blieb das rotomilling-Bauteil stufenfrei. Auch die Linienformgenauigkeit war über die gesamte Spiralenhöhe besser.
Um die Prozessfähigkeit der Scroll-Bearbeitung mit rotomilling von neutraler Stelle nachgewiesen zu bekommen, beauftragte pL LEHMANN das akkreditierte Messlabor Units Mittelland AG. Das Unternehmen erstellte eine SPC-Beurteilung von 20 Scrolls, die in verschiedenen Serien auf dem DMG MORI M1 BAZ mit pL-Drehtisch EA-510 gefertigt wurden. Um cpk-Werte bezüglich Linienform, Ebenheit, Geradheit, Parallelität und Rechtwinkligkeit zu erhalten, wurden zunächst aussagekräftige Messpunkte- und -linienhöhen festgelegt. Die Ergebnisse waren überzeugend: Die cpk-Werte lagen durchwegs (zum Teil um ein Vielfaches) über dem Wert cpk=1,33, was besagt, dass der Prozess die Produktspezifikationen mit einer sehr niedrigen Wahrscheinlichkeit überschreiten wird und somit eine hohe Qualität aufweist. Abweichungen vom jeweiligen Nennmass lagen zumeist unter 0,01 mm. Die Messprotokolle sind bei pL LEHMANN einsehbar.
Wirtschaftlicher und skalierbarer, für Alu- oder Guss-Scroll
In einem Investitionsvergleich stellte pL LEHMANN die Schlichtbearbeitung eines Scroll-Bauteils (Orbit) auf einer fünfachsigen Doppelspindelmaschine (kreisinterpoliert) der rotomilling-Bearbeitung auf einem dreiachsigen Vertikalfräszentrum mit zweiachsigem pL-Drehtisch gegenüber:
Im ersten Fall dauerte der Schlichtbearbeitungszyklus für zwei Bauteile zwischen 71 und 91 Sekunden. Dies vor dem Hintergrund, dass beim Schlichten, also wenn höchste Genauigkeiten erreicht werden müssen, gemäss Aussagen verschiedener Marktteilnehmer keine doppelspindlige Bearbeitung möglich ist. Die Schlichtbearbeitung kann also nur mit einer Werkzeugspindel erfolgen, weshalb nur ein Werkstück nach dem anderen fertiggestellt werden kann.
Beim rotomilling dauerte das Schlichten eines Bauteil 76 Sekunden. Das heisst, was das Schlichten anbelangt: kaum nennenswerte Unterschiede auf der Zeitachse. Interessant ist jedoch der Blick auf die Investitionskosten. Während ein zweispindliges 4- oder 5-Achs-BAZ rund 550.000 Euro kostet, muss der Fertiger für eine dreiachsige Fräsmaschine inklusive pL-Drehtisch nur zwischen 120.000 und 130.000 Euro auf den Tisch legen. Für die Investitionssumme von 500.000 Euro bekäme er gleich vier für die Scrollbearbeitung ausgestattete Standardmaschinen.
Das bei den Versuchen verwendete Material war die derzeit für Scrolls übliche Aluminiumlegierung 4032-T6. Doch auch kommende Veränderungen hat pL LEHMANN im Blick. Da ab 2030 neue Kältemittelvorgaben gelten, wird ein Materialwechsel erforderlich. Daher haben die Schweizer Drehtisch-Hersteller bereits mit dem neuen Gusswerkstoff GGG70 Versuche gefahren und mit rotomilling hervorragende Ergebnisse erzielt.
Qualitätsvorteile durch Kooperation mit Werkzeugherstellern

Mit einem zweiachsigen pL-Drehtisch wie dem T1-510520 TAP2 lässt sich die Bodenebenheit maximieren.
Und noch einmal zurück zur Bearbeitungsqualität: pL LEHMANN optimierte den rotomilling-Prozess zusammen mit den Werkzeugspezialisten von Mapal und Gühring. Denn für ein qualitativ hochwertiges Bearbeitungsergebnis ist eine optimale Abstimmung von Maschine, Drehtisch, Werkzeug und Bearbeitungsstrategie erforderlich. Mit den Spezialwerkzeugen der beiden renommierten Hersteller ist es pL LEHMANN in weitreichenden Versuchen gelungen, Bearbeitungsergebnisse auf erwähnten fünfachsigen Highend-Zentren bezüglich Form- und Oberflächenqualität deutlich zu übertreffen, bei vergleichbarer Stückzeit und zu viel geringeren Stückkosten. Das gewonnene Know-how stellt pL LEHMANN gerne seinen Kunden zur Verfügung. Selbst Testbearbeitungen im pL-Applikationszentrum sind möglich, einschliesslich der normkonformen Vermessung und Protokollierung.
Rotomilling ist nachrüstbar und leicht skalierbar
Ein weiterer Vorteil von Standardmaschinen, die mit einem Präzisionsdrehtisch aufgerüstet sind, liegt in der meist vorhandenen Lagerverfügbarkeit der Komponenten. Zudem lässt sich die Fertigungskapazität ganz nach Bedarf ausbauen und sehr viel leichter und feiner skalieren. Auch der Werterhalt ist hoch, da sich Standardmaschinen in der Regel leichter verkaufen lassen als hochspezialisierte, teure Zentren.
Bei der Auswahl der Fräsmaschine kann der Fertigungsbetrieb nach seinen Vorlieben wählen. Denn die pL LEHMANN CNC-Drehtische sind mittlerweile auf über 200 verschiedenen Maschinenmarken bzw. über 1.000 verschiedenen Maschinenmodellen im Einsatz. Daraus resultiert eine enorme Kompetenz, was die Integration in alle bekannten CNC-Steuerungen (Fanuc, Siemens, Heidenhain, Haas, Winmax, Mitsubishi, Brother...) anbelangt – für Neumaschinen wie für Nachrüstungen.
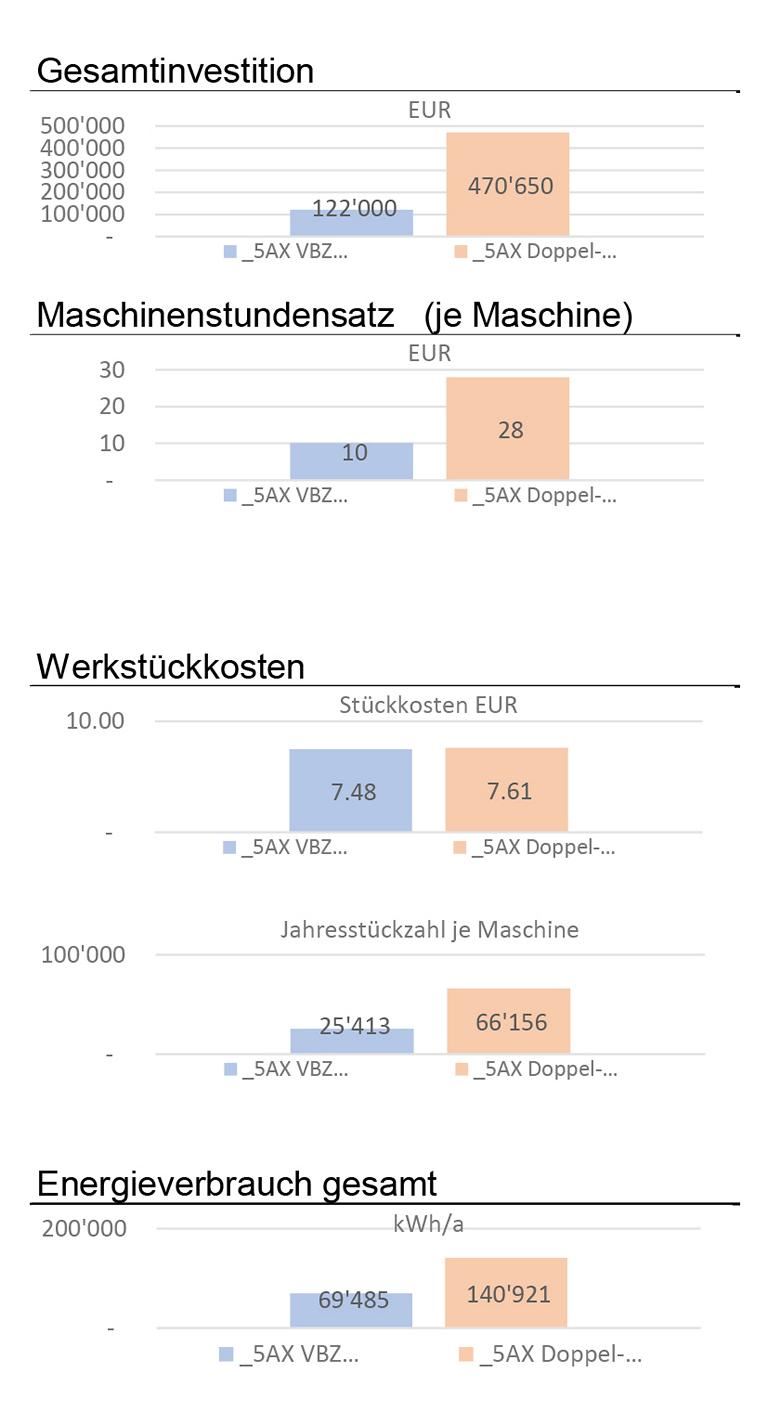
In der Grafik wird die rotomilling-Bearbeitung auf einem dreiachsigen Vertikalfräszentrum mit pL-Drehtisch T1-510520 TAP2 (blau) der kreisinterpolierten Bearbeitung auf einer fünfachsigen Doppelspindelmaschine (orange) gegenübergestellt. Die Daten stammen aus öffentlich zugänglichen Unterlagen und/oder Kundenangaben. Die Ergebnisse sind unverbindliche Richtwerte mit dem Ziel, die Investitionsentscheidung zu unterstützen und Fehlinvestitionen zu vermeiden.
CNC-Drehtische in Schweizer Qualität
1960 als reiner Lohnfertigungsbetrieb gegründet, entwickelt und produziert pL LEHMANN bereits seit über 40 Jahren CNC-Drehtische. Mit Innovationen und Schweizer Qualität gelang es dem Familienunternehmen aus dem Schweizer Ort Bärau (Emmental), seinen Kunden mit zusätzlichen NC-Achsen Möglichkeiten zu eröffnen, schlanke Bearbeitungslösungen zu entwickeln, die sich durch hohe Produktivität auszeichnen. Zu den Highlights in der Firmengeschichte gehört zweifellos die 2009 entwickelte Baureihe 500, die sich durch ihren modularen Aufbau leistungsstark und flexibel für anspruchsvollste Aufgaben eignet. Mit dem 2014 entwickelten, spielfrei vorgespannten PGD-Getriebe setzte pL LEHMANN einen weiteren Meilenstein. 2017 stellten die Schweizer unter anderem die neue pL-iBox-Generation vor, die ihre Drehtische bereit macht für Industrie 4.0 und die digitalisierte Produktion. 2019 folgte die Vorstellung der Drehtisch-Baureihe Serie 900 DD (Direct Drive) bis mit Drehzahlen von bis zu 5.450 min-1. Als weiteres neues Produkt wurde 2019 erstmals das AM-LOCK-System präsentiert, ein spezielles Nullpunktspannsystem für den 3D-Druck inklusive Vor- und Nachbearbeitung. Seit 2020 folgten weitere Innovationen: Mit Drehtischen für die Messtechnik steigt pL LEHMANN in ein neues Marktsegment ein. Auch im Bereich der Automation gibt es mit der schlanken, platzsparenden Indoor-Automation ROTOMATION eine clevere Lösung. Das neue quickFlex-System verbindet dank smarter Standardisierung bekannte Werkstück- und Nullpunktspannung mit dem Baukasten von pL LEHMANN, um das Bearbeitungszentrum innerhalb von Minuten von 3- auf 4- oder 5-achsige Produktion umzurüsten. Alles Innovationen für lean production.
