Flashprint im Detail erläutert
Flashprint ist der Name des Slicers, der zu Flashforge-3D-Druckern mitgeliefert wird. Dieses Programm ist sehr leistungsstark. Allerdings sind die Einstellmöglichkeiten sehr umfangreich, sodass gerne so manches Goodie übersehen wird. Dieser Artikel zeigt, was die Software leistet.
Ein Slicer ist ein Programm, das dazu dient, in einem CAD-System erzeugte 3D-Objekt in einen Code zu übersetzen, der von einem 3D-Drucker verstanden wird und diese dadurch in reale 3D-Objekte umwandeln kann. Slicer besitzen viele Stellschrauben, um ein optimales Ergebnis im 3D-Druck zu erzielen. Hier macht auch der auf Flashforge-3D-Druckern abgestimmte Slicer „Flashprint“ keine Ausnahme. Nur eine genaue Kenntnis aller Einstellmöglichkeiten erlaubt es, die Fähigkeiten des 3D-Druckers auszureizen.
Support:
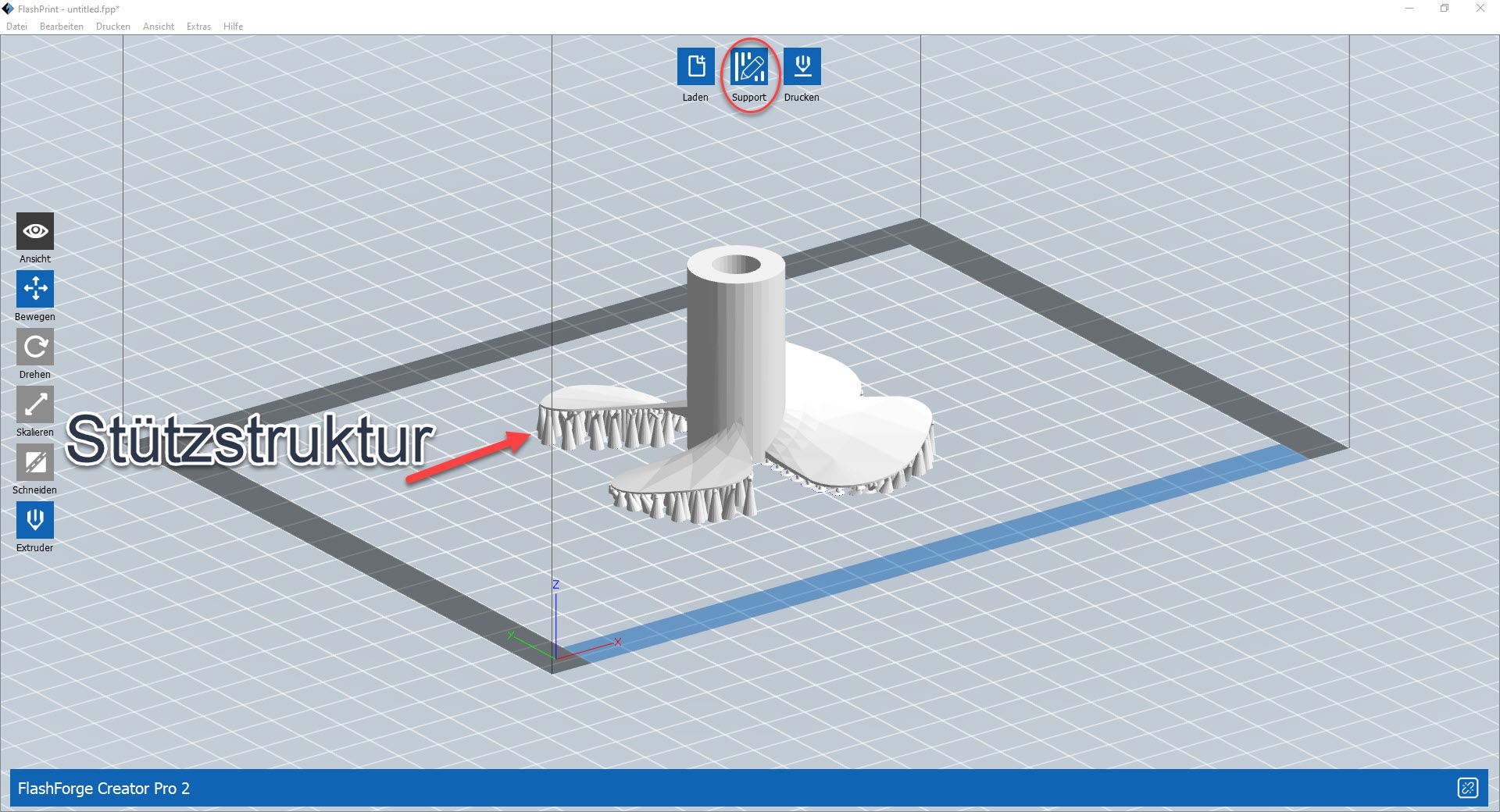
Unter Support versteht man das versehen eines Objekts mit einer Stützstruktur, damit das Filament problemlos aufgetragen und zur gewünschten Teileform verbunden werden kann. Diese Stützstrukturen werden automatisch mit den zugrundeliegenden Einstellungen erzeugt.
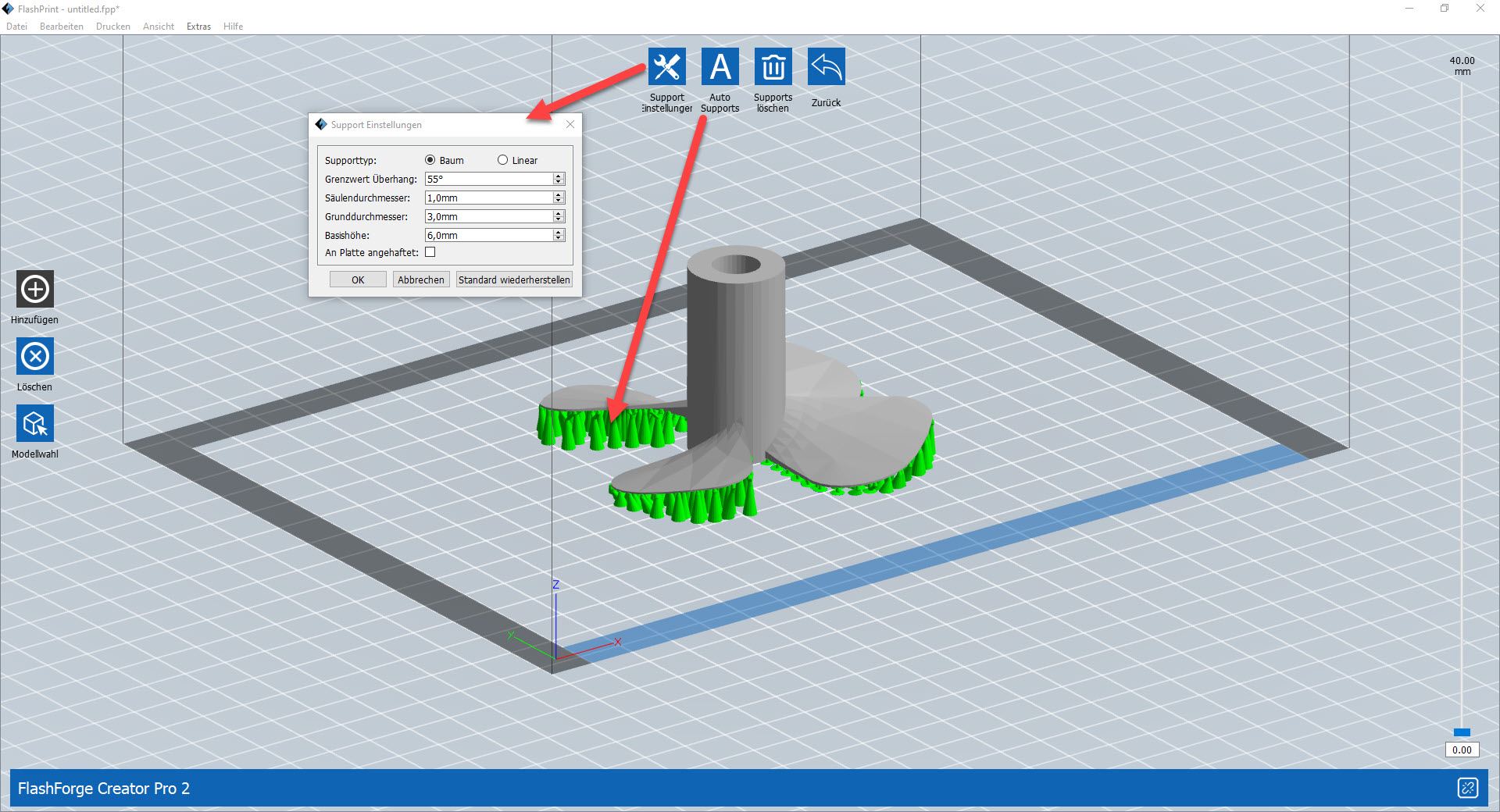
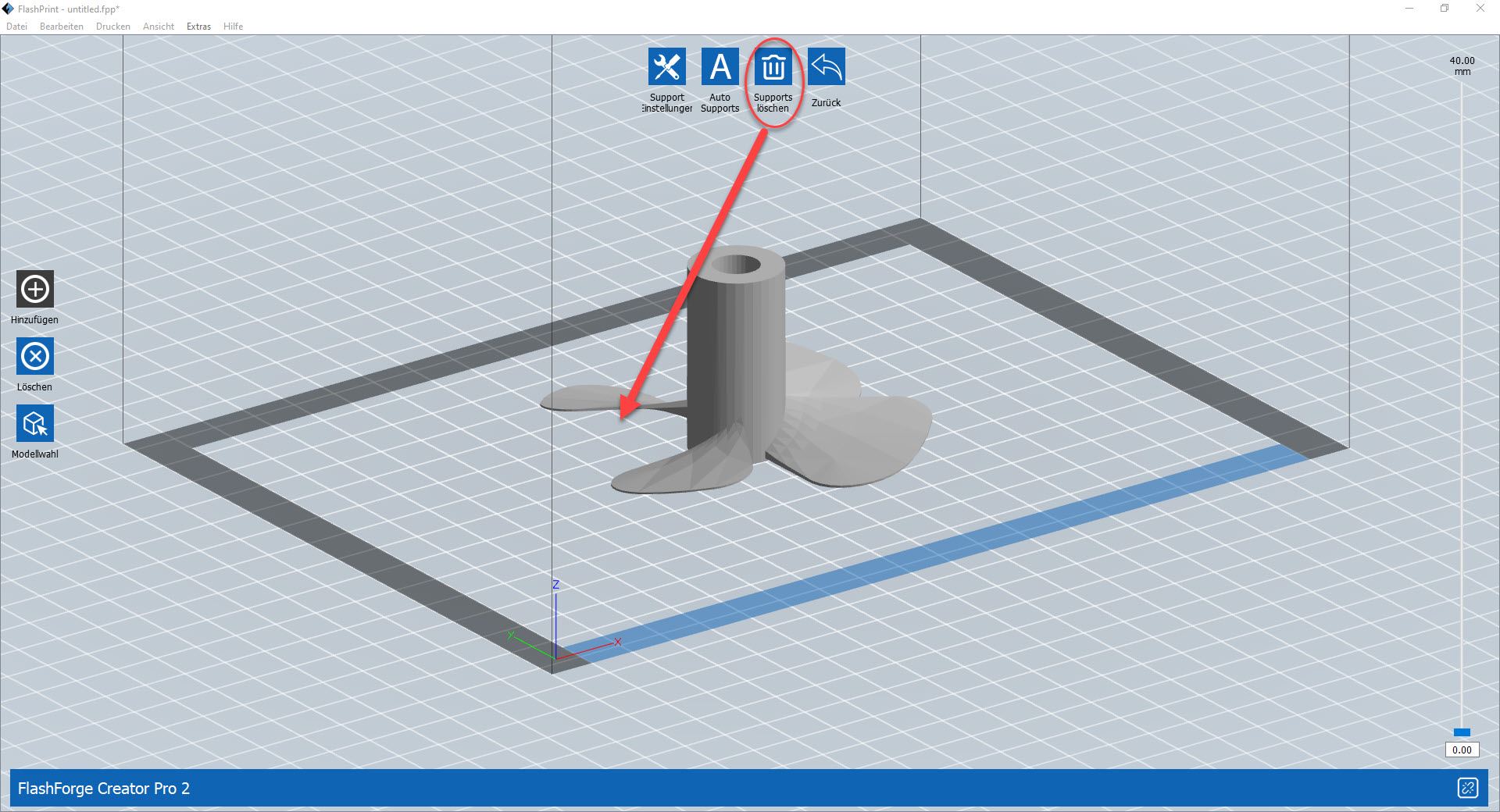
Ist die Stützstruktur noch nicht wie gewünscht erstellt worden, so genügt ein Klick auf „Supports löschen“, um diese zu eliminieren.
Durch wiederholte Versuche kann eine optimale Stützstruktur erzeugt werden, die mechanisch einfach entfernt werden kann. Ideal ist es jedoch, wenn für die Stützstruktur wasserlösliche PVA verwendet wird, da damit die Stützstruktur nahezu rückstandslos entfernbar ist.
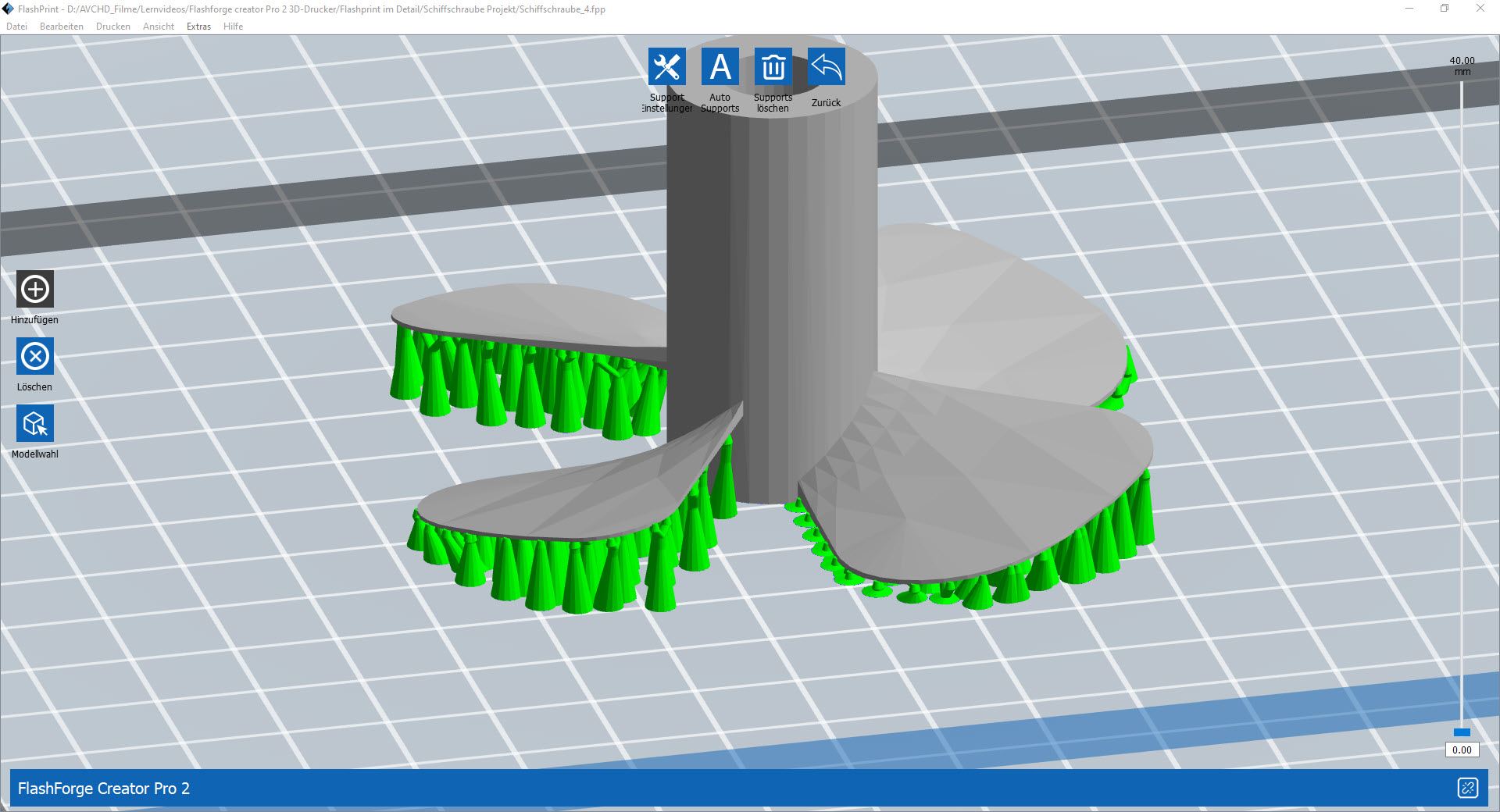
Besonders interessant ist eine Funktion, die sich am rechten Bildschirmrand befindet. Dort sitzt ein Schieber, der es erlaubt, die Stützstruktur optimal beurteilen zu können, indem das zu druckende Teil durchsichtig gemacht wird, was durch Auf- und Abschieben des Schiebers erfolgt.
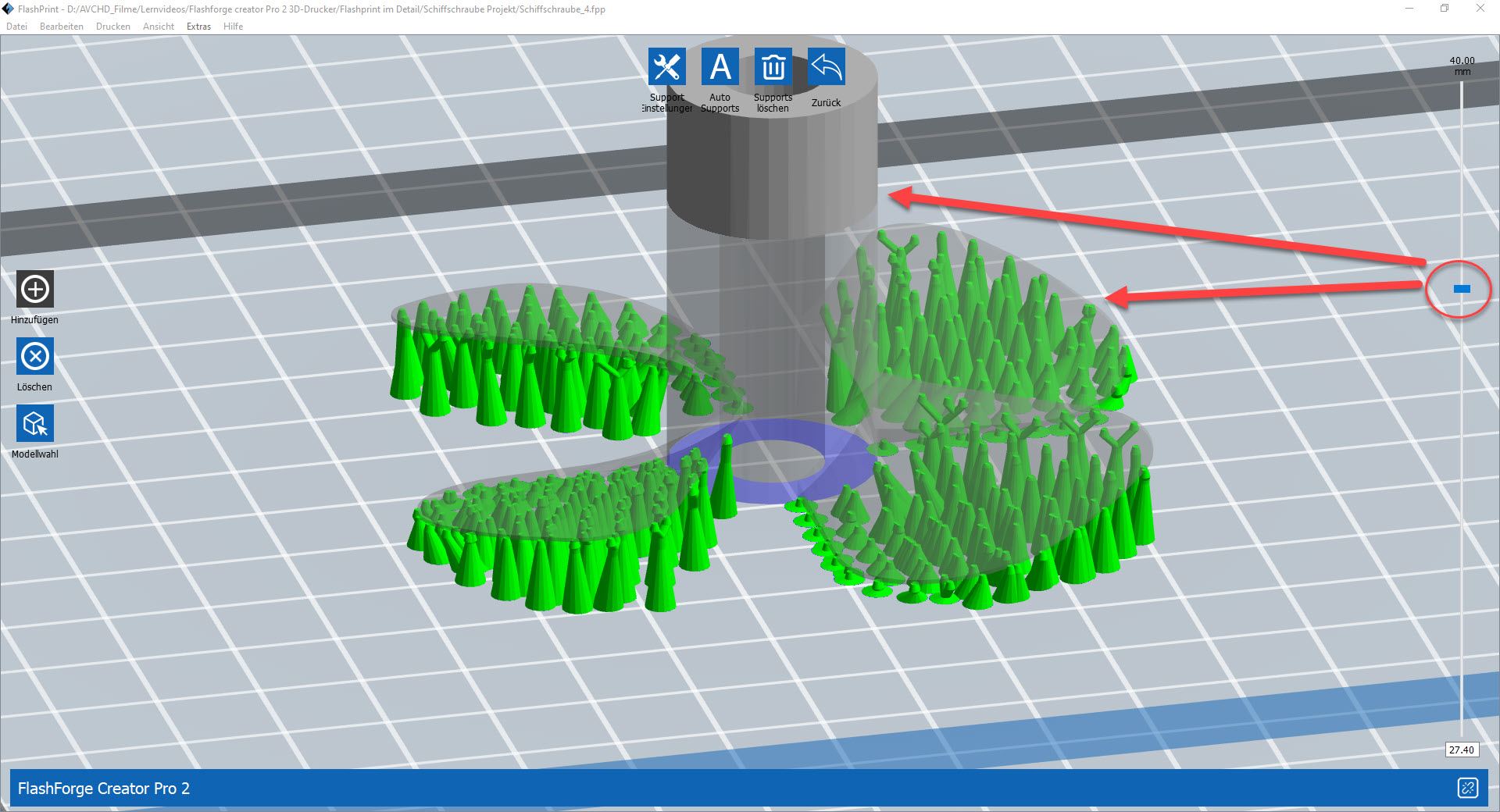
Wenn die Stützstruktur zufriedenstellen erzeugt wurde, genügt ein Klick auf den Button „Zurück“, um zum Ausgangsfenster zurückzukehren.
Bewegen:

Mit diesem Button wird ein Fenster geöffnet, in dem sich weitere Buttons befinden, die das Bewegen des zum Druck geladenen Teils erlaubt. Dabei kann das Teil mit den X-, Y- und Z—Buttons direkt bewegt werden, was in der X-Y-Ebene auch mit gedrückter linker Maustaste möglich ist. Sehr hilfreich ist die Möglichkeit, das Teil über den Button „Mitte“ sofort wieder in die Mitte der Bauplattform zu stellen, während der Button „Auf Plattform“ dazu dient, das Teil in der Z-Achse auf die Plattform zu legen.
Hinweis: Während mit der linken Maustaste ein Objekt bewegt werden kann, wird mit der mittleren Maustaste das Ausgabefenster mit allen darin befindlichen Objekten bewegt.
Skalieren:
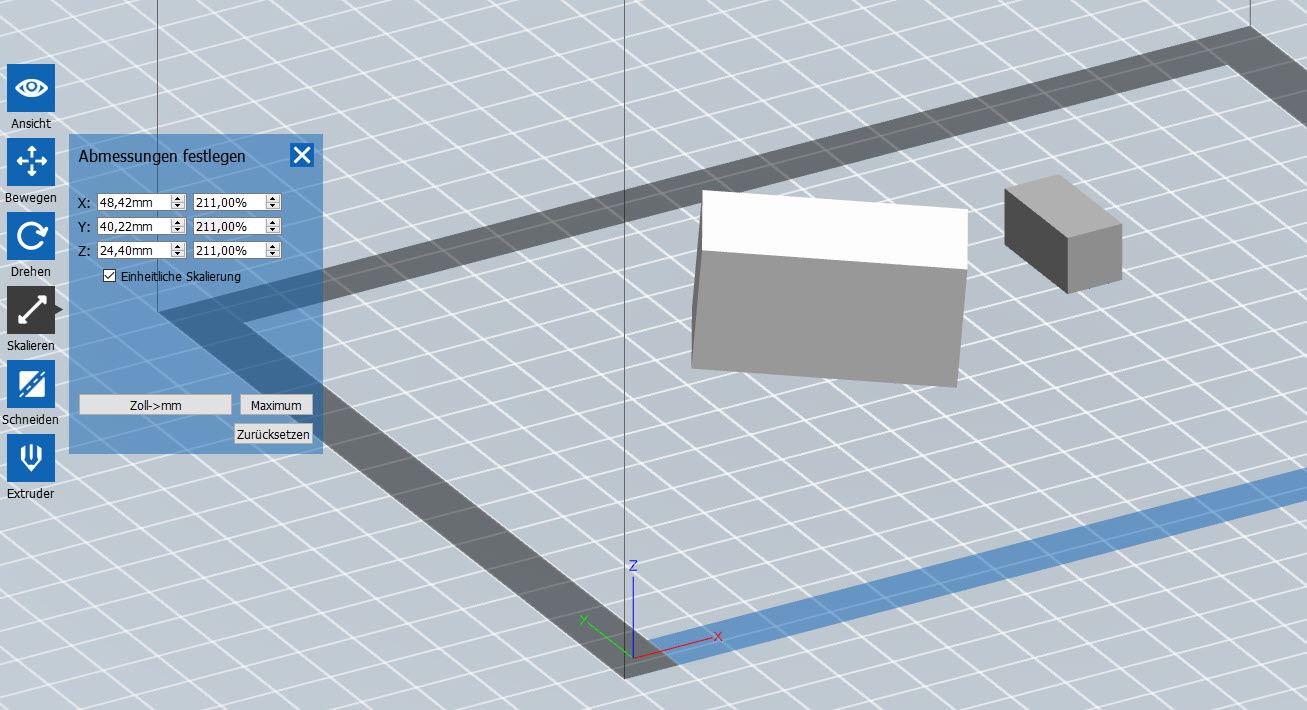
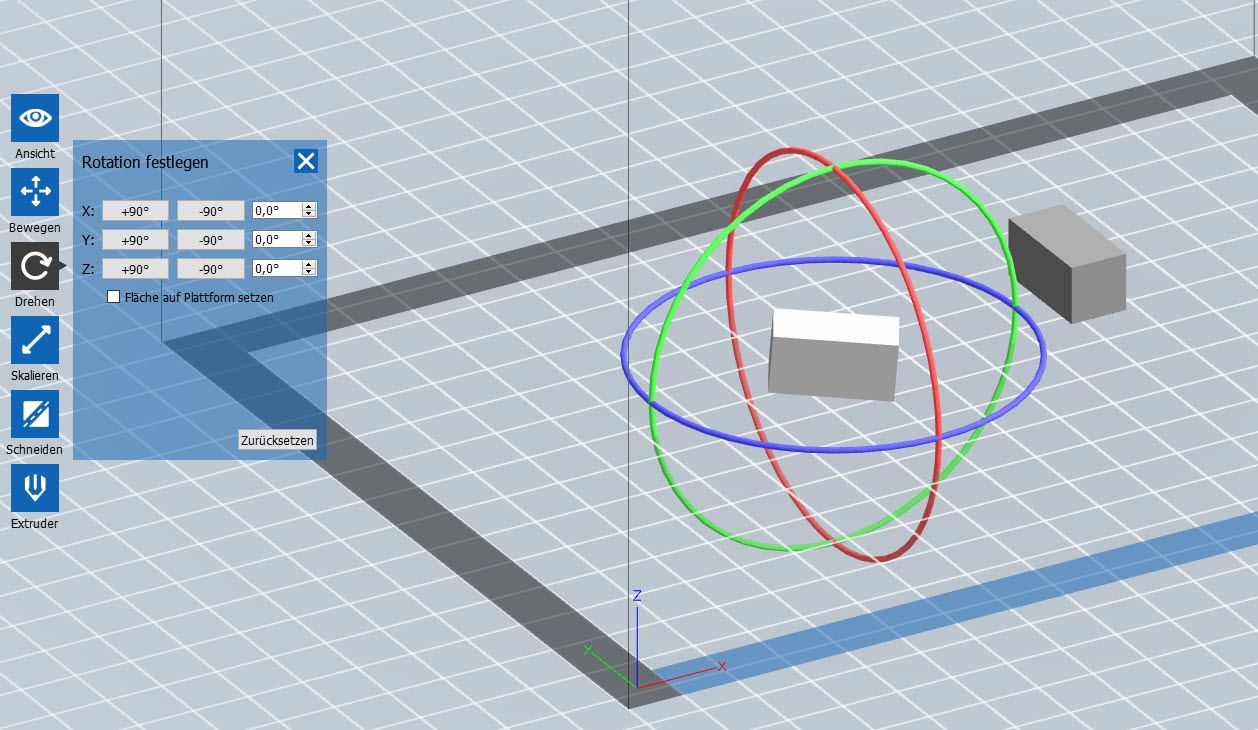
Nach dem Anklicken dieses Buttons öffnet sich ein Fenster, das es erlaubt, das ausgewählte Teil zu skalieren. Dies bedeutet, es kann vergrößert oder verkleinert werden. Solange die Option „Einheitliche Skalierung“ aktiviert ist, geschieht dies in allen Achsen gleichzeitig. Über den Button „Maximum“ wird das Teil sofort auf die maximal mögliche Größe skaliert, während ein Klick auf den Button „Zurücksetzen“ dazu führt, dass das Teil wieder auf die ursprüngliche Größe zurückskaliert wird.
Schneiden:
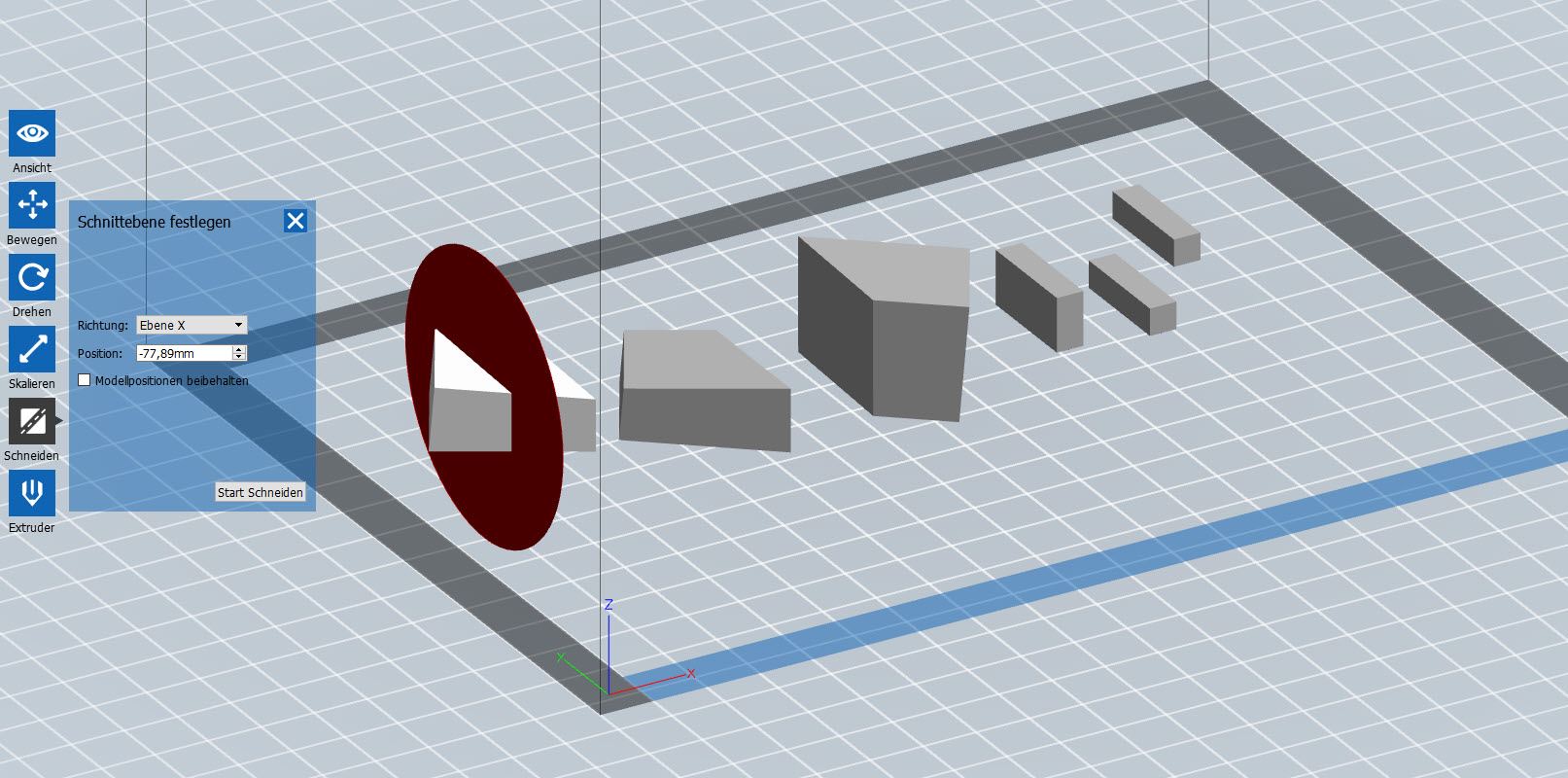
Ist aus irgendeinem Grund gewünscht, das zu druckende Teil in zwei einzelne Teile zu zerteilen, so kann dies per Klick auf den Button „Schneiden“ in die Wege geleitet werden. Dadurch öffnet sich ein Fenster, in dem gewählt werden kann, ob das Teil per Maus oder per Ebenenwahl geteilt wird. Die standardmäßig in der Objektmitte liegende Teilungsposition kann über einen Werteeintrag im Fenster „Position“ angepasst werden. Anschließend ist der Button „Start Schneiden“ zu betätigen, damit die Teilung ausgeführt wird.
Diese Zerteilaktion kann mehrmals durchgeführt werden, wozu ein Klick auf das zu teilende Objekt auszuführen ist. Wurde versehentlich eine falsche Teilung vorgenommen, so kann über „Bearbeiten/Rückgängig“ die Aktion getilgt werden. Zu beachten ist, dass eine Teilung mittels der Ebenen-Funktion stets mittig und im rechten Winkel erfolgt. Über die Maus wird die Teilung dagegen in einem Winkel vorgenommen. Sollen die zerteilten Objekte sofort voneinander entfernt platziert werden, so ist die Option „Modellposition beibehalten“ zu deaktivieren.
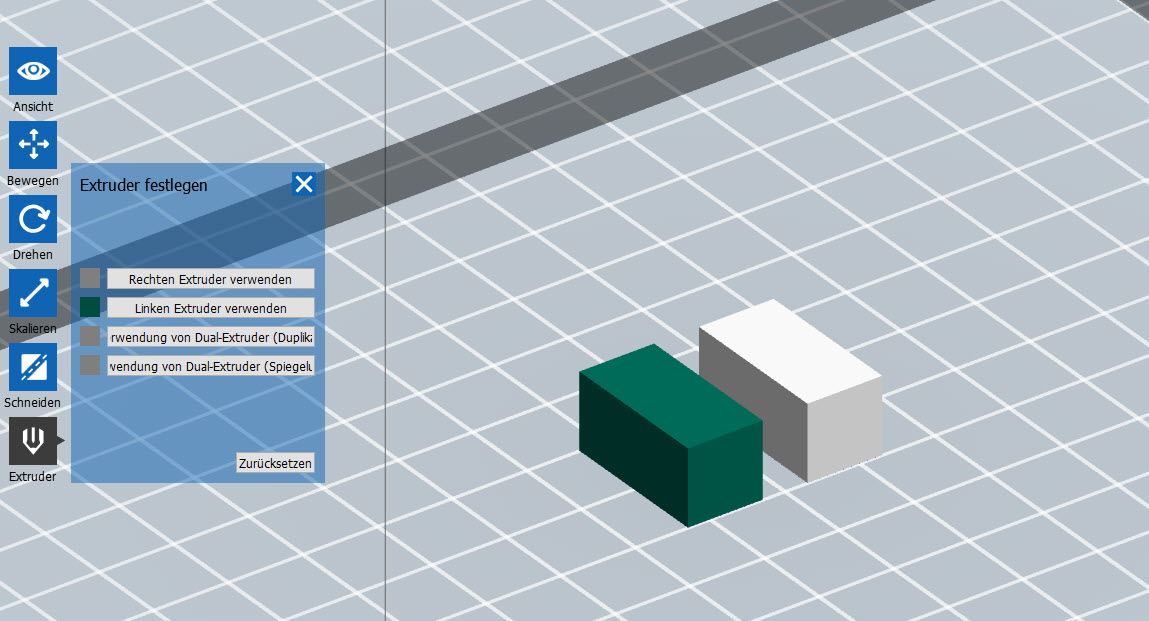
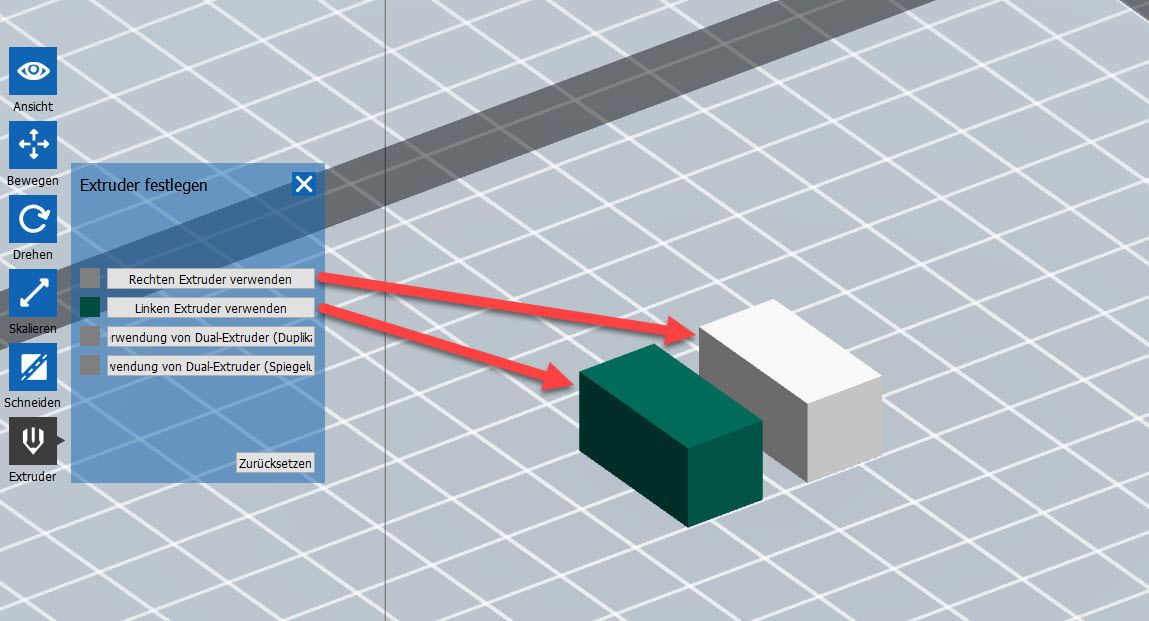
Der Button „Verwendung von Dual-Extruder (Duplikat)“ ist dann anzuklicken, wenn eine Kopie des zu druckenden Teils erstellt werden soll. Um ein Spiegelbild zu erzeugen, ist hingegen der Button „Verwendung von Dual-Extruder (Spiegelung)“ anzuklicken.
Über den Button „Zurücksetzen“ kann die getroffene Wahl wieder rückgängig gemacht werden.
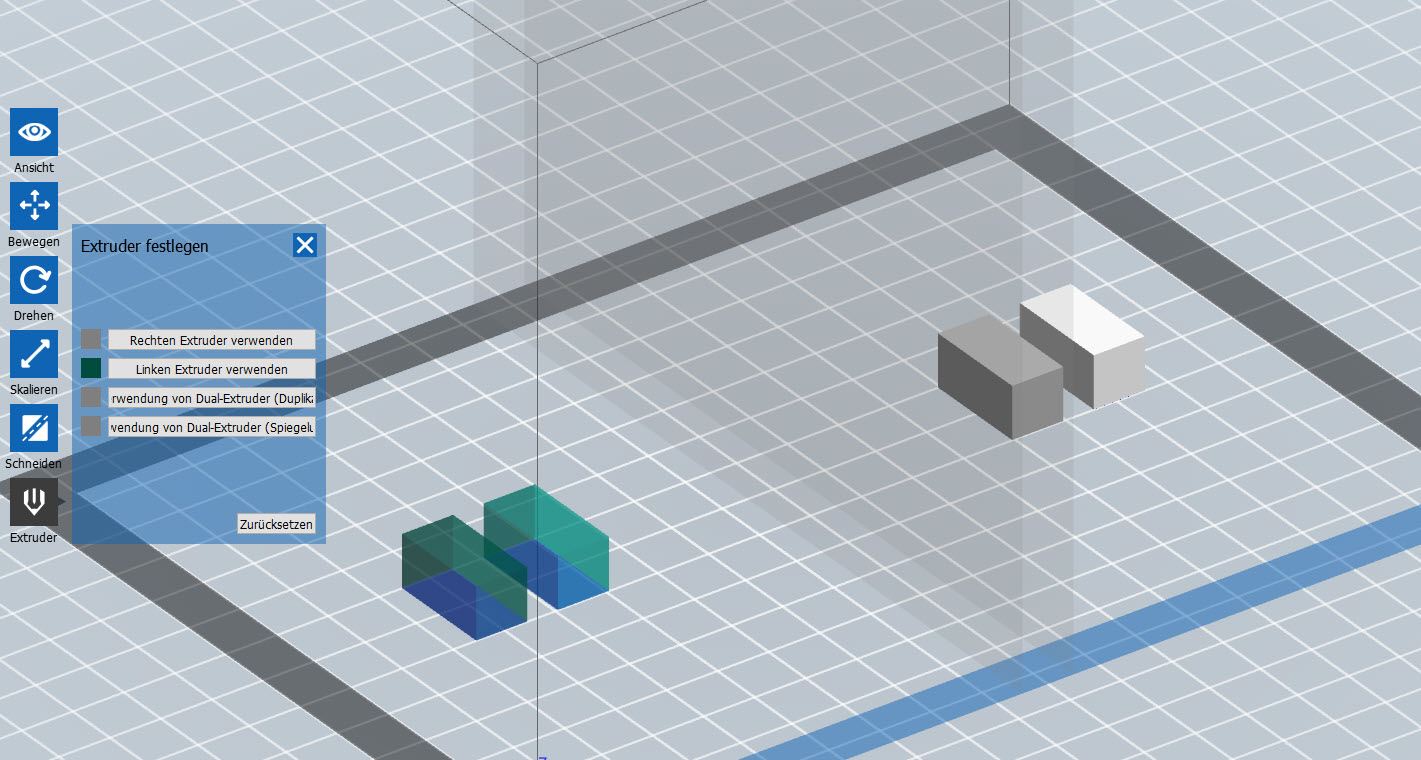
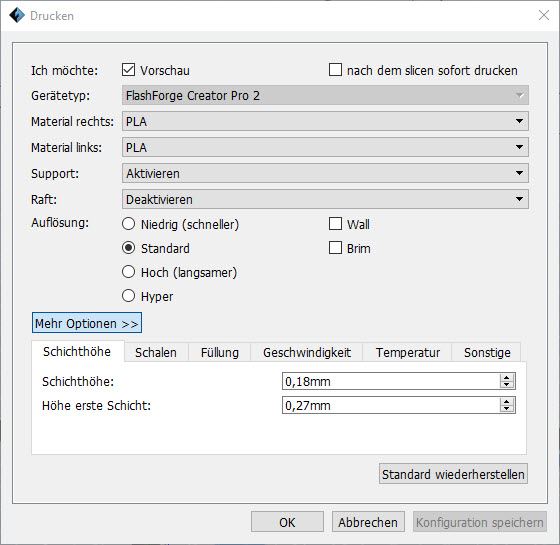
Bei der Flashprint-Version für den Creator Pro 2 ist der Gerätetyp nicht wechselbar. Das hat den Vorteil, dass es keine Unsicherheiten hinsichtlich der Einstelloptionen gibt. So kann sehr einfach festgelegt werden, welches Material beziehungsweise welche Filamentfarbe in welchem Extruder (Material rechts / Material links) steckt. Ebenso verhält es sich mit dem Support-Material. Per Klick kann festgelegt werden, in welchem Extruder dieses Material geladen ist.
Dabei ist wichtig zu wissen, dass das Wort „Support“ der Fachausdruck für eine Stützstruktur ist, die dann benötigt wird, wenn die Gefahr besteht, dass das Filament wegen einer fehlenden Unterbaustruktur von der Kontur abtropft. In der Regel wird für die Stützstruktur ein Material verwendet, das nach Fertigstellung des Drucks leicht entfernt werden kann. Dazu zählt zum Beispiel PVA, das sich im Wasser auflöst.
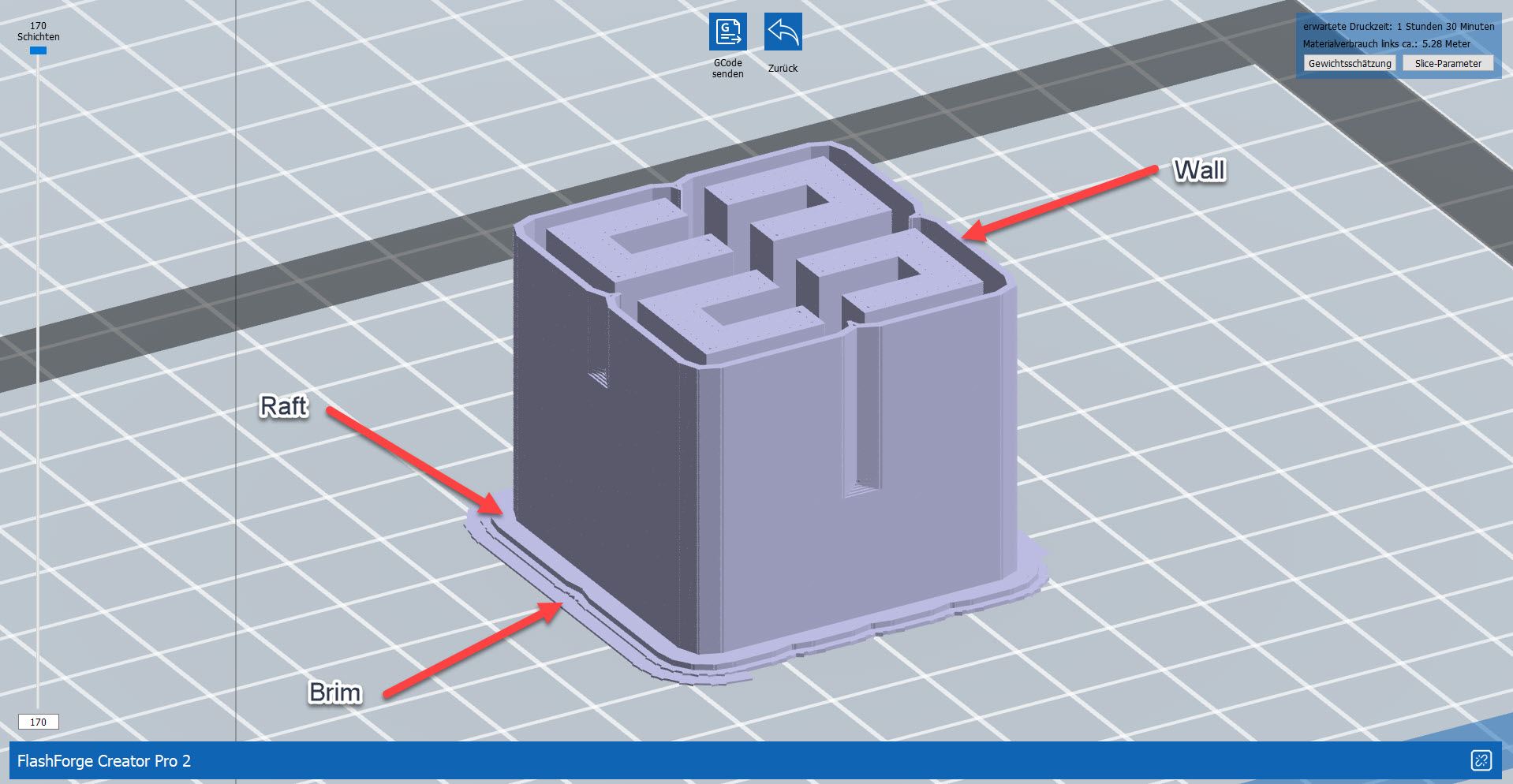
Die Bezeichnung „Raft“ hingegen steht für die erste Filamentschicht, auf der das eigentliche Bauteil aufgebaut wird. Diese Funktion ist in der Regel nicht nötig, wenn die Bodenschicht des Teils keine besonderen optischen Ansprüche erfüllen muss. Falls doch, wird diese aktiviert, wobei sich als Raft-Material PVA anbietet, da dieses sich im Wasser rückstandfrei entfernen lässt.
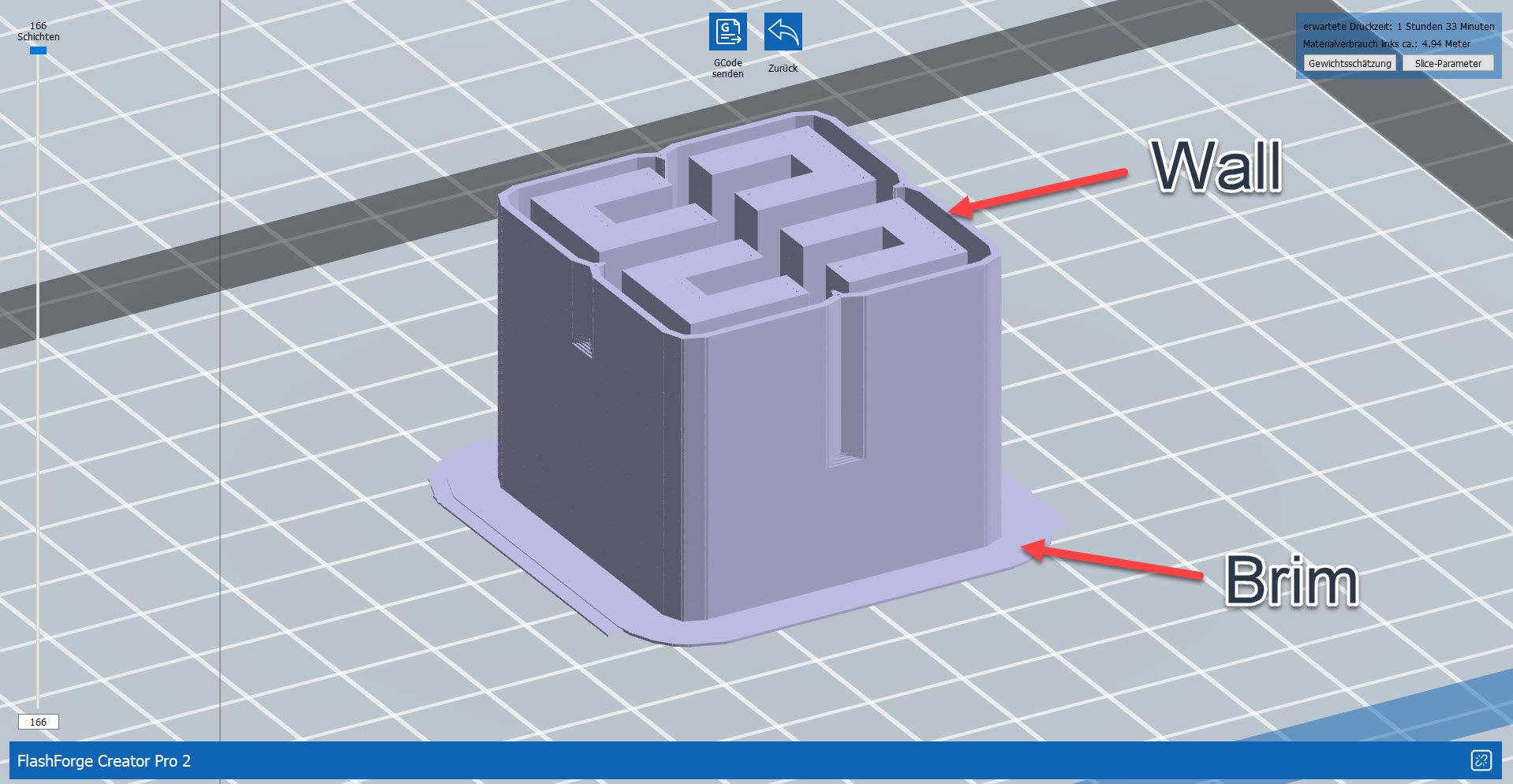
Die Option „Wall“ ist besonders für 3D-Drucker mit zwei Extrudern wichtig, da diese Druckermodelle die Eigenschaft tropfenden Filaments beim automatischen Extruderwechsel besitzen. Ist diese Option aktiv, dann berechnet der Slicer rund um das eigentliche Objekt eine Wand, die dafür sorgt, dass das primäre Druckteil sauber ausgedruckt wird.
Als „Brim“ werden mehrere Filamentreihen bezeichnet, die in Richtung des eigentlichen 3D-Objekts gelegt werden. Diese Option hilft, Haftprobleme des zu druckenden Teils auf der Druckplatte zu überwinden. Die auf diese Weise erstellte Filamentschicht berührt knapp die Außenwand des primären Teils und muss später entfernt werden.
Die Funktion „Skirt“, die Flashprint standardmäßig ausführt, erzeugt eine Hilfskonstruktion, die – anders als der Brim – abseits des zu druckenden Teils erzeugt wird. Diese Funktion ist dafür vorgesehen, den Filamentfluss „in Fahrt“ zu bringen. Auf diese Weise wird sichergestellt, dass das Filament beim Druck des eigentlichen Teils sauber fließt.
Die Auflösung wiederum beeinflusst die Güte des Ausdrucks. Je höher die Qualität, desto langsamer der 3D-Druck.



Option Schichthöhe:
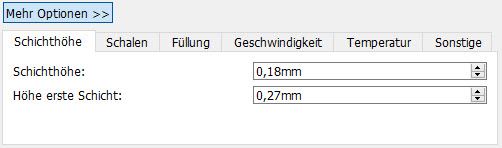
Die Schichthöhe entscheidet, wie fein das herzustellende Teil ausgeführt wird. Je kleiner der Wert ist, desto weniger deutlich zeichnen sich die einzelnen Schichten im Teil ab. Allerdings verlängert sich die Druckzeit, je kleiner der gewählte Wert ausfällt.
Die erste Schicht sollte nicht zu klein gewählt werden, damit nicht ganz sauber ausgerichtete Druckbetten sich negativ auf das Druckergebnis auswirken.
Option Schalen:
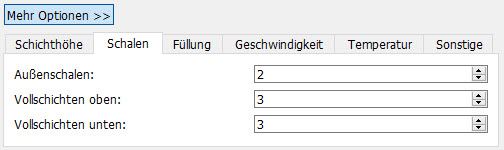
Die Außenschalen stellen praktisch die Wand des Teils dar. Je größer der hier gewählte Wert ausfällt, desto dicker fällt diese aus, was natürlich Zeit und Material kostet. Als Maximum sind der Wert 10 und als Minimum der Wert 1 wählbar.
In der Regel werden 3D-Teile vom Drucker nicht als Vollmaterialteile gedruckt. Vielmehr befindet sich im Inneren ein Muster, das für Stabilität und Leichtigkeit sorgt. Die beiden Vollschichten am Anfang und Ende des Teils verdecken das Muster und erzeugen den Anschein, dass das Teil aus einem massiven Materialblock besteht. Je größer das zu druckende Teil ist und je weitmaschiger das innenliegende Muster ausfällt, desto mehr Vollschichten sind nötig, damit die letzte Schicht exakt eben ausfällt. Die erste Vollschicht wird hingegen aus durchhängenden Filamentschichten bestehen, was sich mit jeder weiteren Schicht bessert.
Option Füllung:
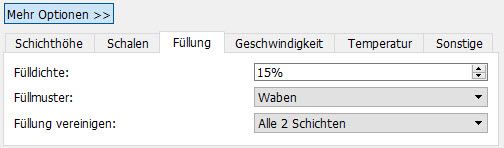
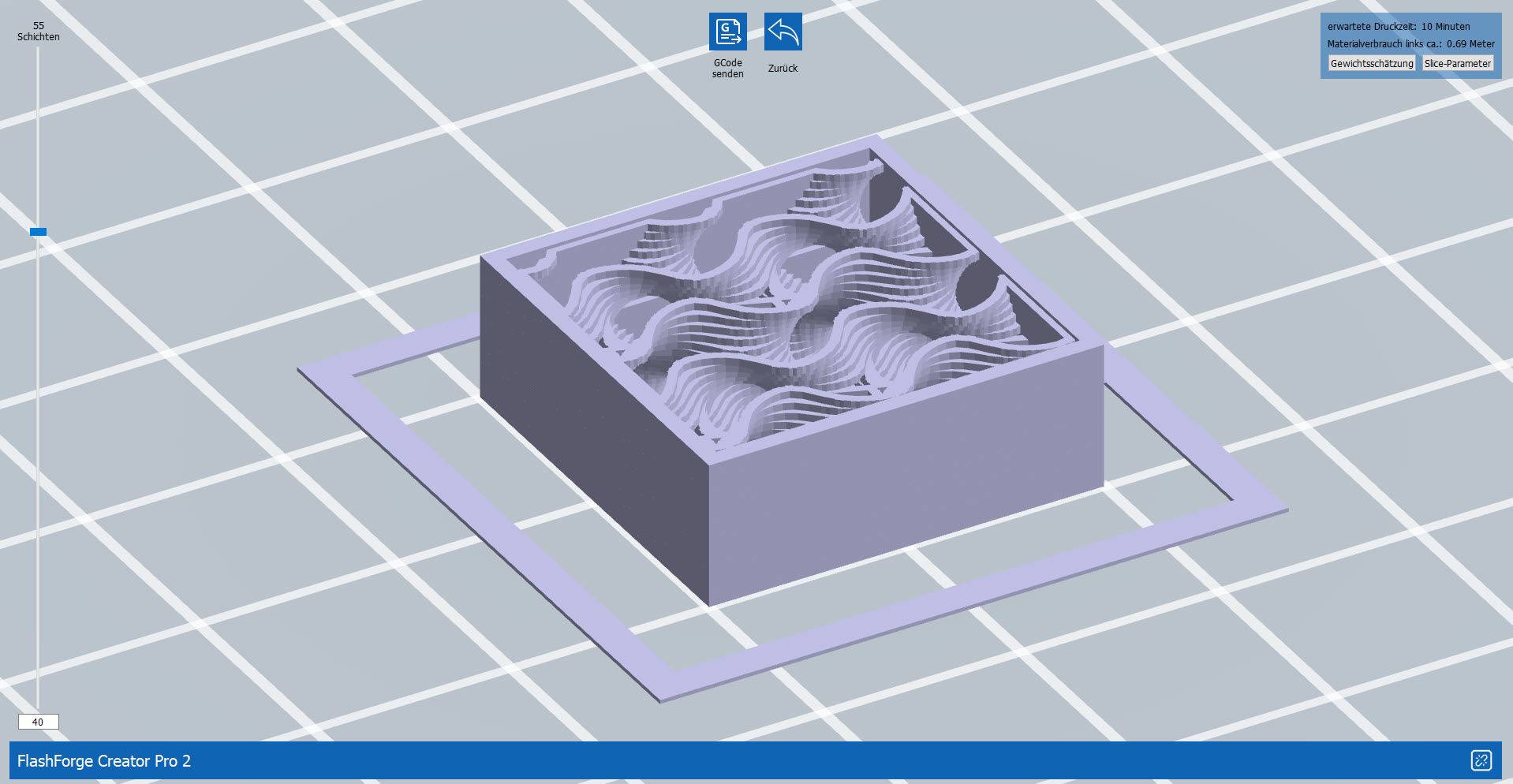
Mit der Option „Füllung“ kann festgelegt werden, wie dicht das im Teil aufgebaute Muster erzeugt werden soll.




Das Füllmuster „3D-Infill“ ist eine gute Wahl, wenn es um Leichtigkeit und weniger um Belastbarkeit des zu druckenden Teils geht.
Im Standard ist „Füllung vereinigen“ aktiv. Dadurch werden überlappende Füllschichten vereinigt, was den Druck beschleunigt.
Option Geschwindigkeit:
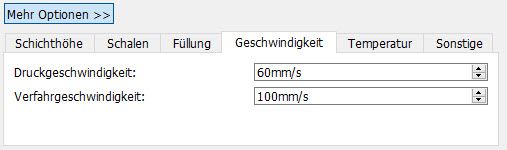
Diese Option erlaubt es, die Geschwindigkeit, mit der sich die Extruder bewegen, einzustellen. Dabei ist die normale Druckgeschwindigkeit separat von der Verfahrgeschwindigkeit einstellbar. Die Unterscheidung ist, dass unter Verfahrgeschwindigkeit die Eilgangsgeschwindigkeit verstanden wird, mit der sich die Extruder zum nächsten Arbeitspunkt bewegen, von wo auf die Druckgeschwindigkeit umgeschaltet wird, mit der das Teil gedruckt wird.
Option Temperatur:
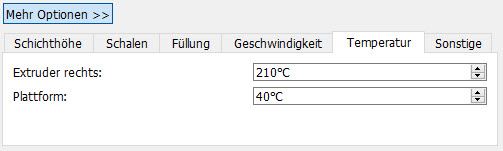
Die Option „Temperatur“ erlaubt eine Temperaturanpassung des rechten Extruders sowie der Bauplattform. Dies ist wichtig, wenn kritisches Filament zum Einsatz kommt, das von den voreingestellten Werten nicht erfasst wird. Dabei ist zu beachten, dass Flashprint nur bestimmte Filamentkombinationen erlaubt. So ist es beispielsweise nicht möglich, PLA mit ABS gemeinsam zu verarbeiten, da diese Kombination nicht angenommen wird.
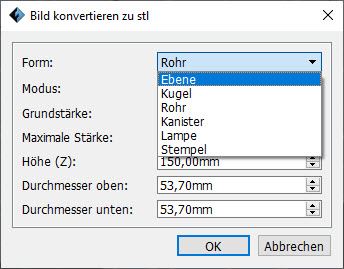
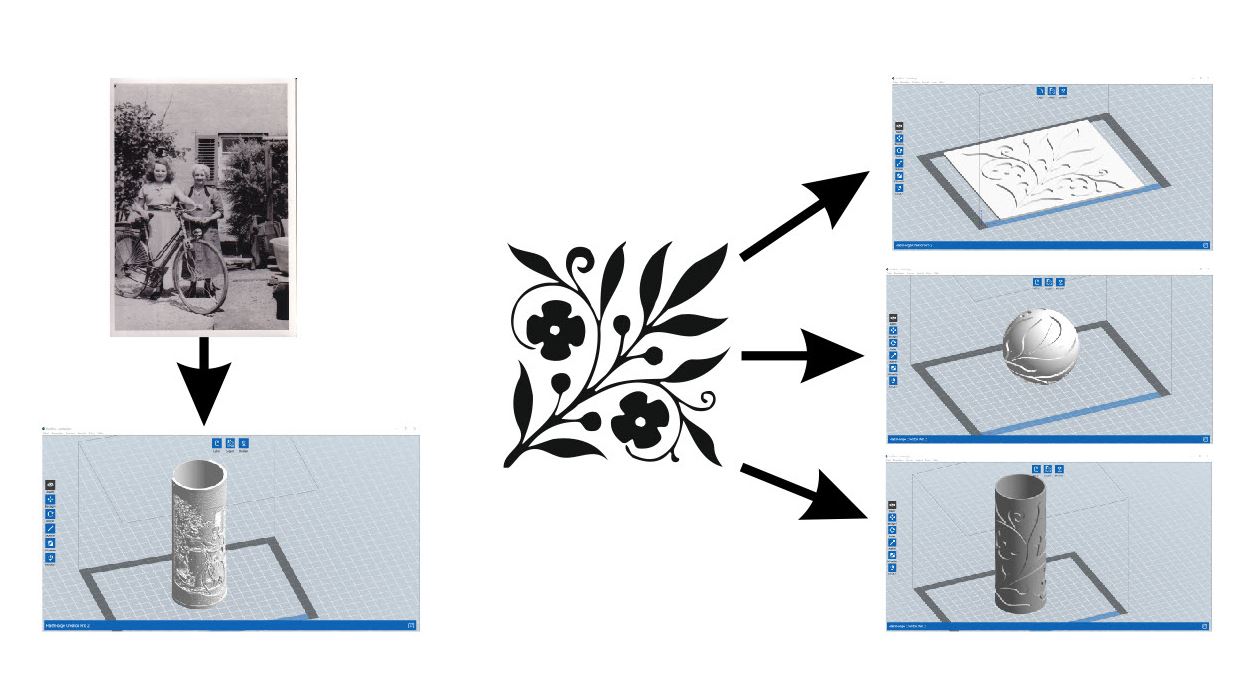
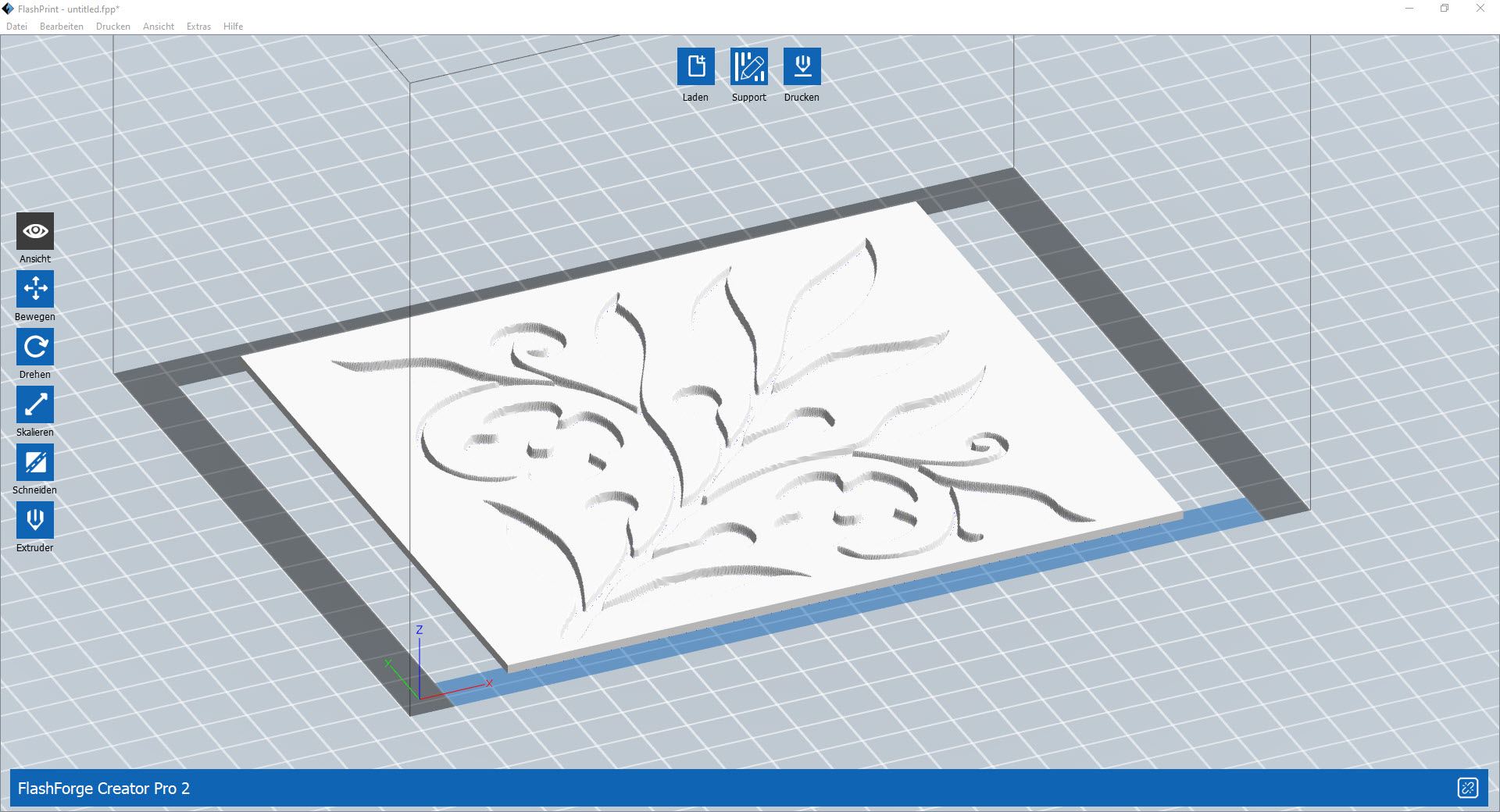
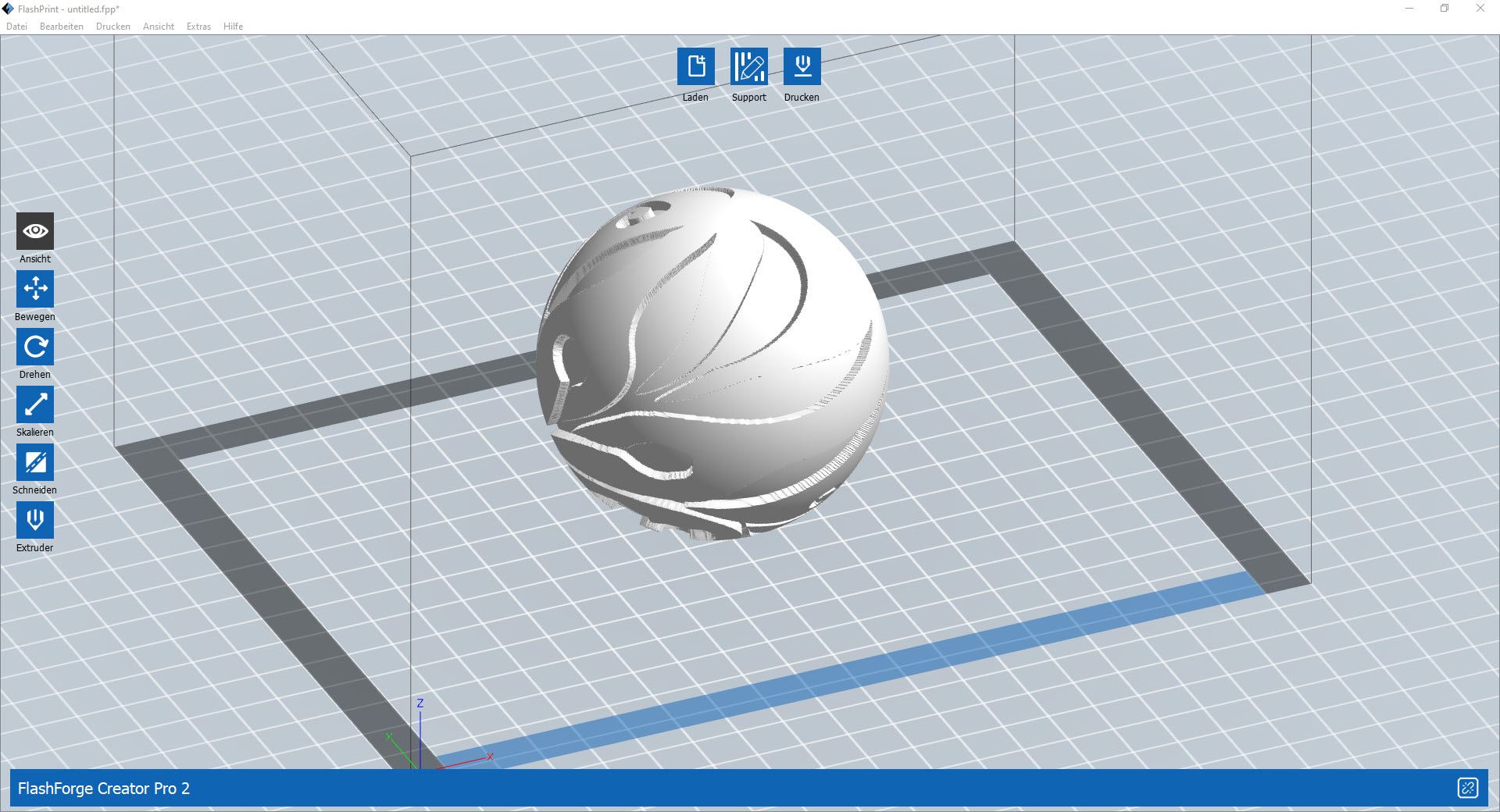
Ein besonders interessantes Feature von Flashprint ist die Möglichkeit, Fotos und 2D-Grafiken in die dritte Dimension zu bringen. Damit ist es beispielsweise möglich, plastische Bilder, stimmungsvolle Teelichtlampen oder nützliche Stempel zu erzeugen. Dazu ist es nach dem Einlesen der Bilddatei – die im JPG oder BMP-Format vorliegen muss – die gewünschte Form zu bestimmen sowie festzulegen, ob dunkle oder helle Bildbestandteile die Dicke bestimmen. Dadurch wird festgelegt, ob Flashprint das Bild um eine Kugel beziehungsweise einen Zylinder legt oder ob es als ebenes Element behandelt wird, dessen Bestandteile erhaben oder vertieft eingeprägt werden.