Mit SIM_WORK das Programmieren von CNC-Maschinen lernen
CNC-Kurse sind teuer. Nicht jeder kann es sich ohne Unterstützung durch seinen Arbeitgeber leisten, derartige Kurse zu besuchen. Wer arbeitslos ist, hat es nicht eben leichter, die Kurskosten von der zuständigen Behörde ersetzt zu bekommen, wenn die Behördenkassen, wie eigentlich immer, leer sind. Da kommt SIM_WORK gerade recht. Das schon lange existierende Programm wurde in der 1990er Jahren für DOS-Rechner entworfen und hat schon damals zahlreiche Anwender gefunden, die damit ihre ersten CNC-Gehversuche unternommen haben. Mittlerweile sind natürlich Windows-basierte Simulatoren Stand der Technik. Nichtsdestotrotz hat sich SIM_WORK auch in der Windows-Zeit seine Fans bewahrt, da das Programm eine reale Steuerung sehr gründlich simuliert und es zudem erlaubt, sich auf die PAL-CNC-Prüfung als Zerspaner vorzubereiten. Via DOS-Box wurde daher der Sprung in die Windows-Zeit getätigt, um dem heranwachsenden Facharbeiternachwuchs weiterhin gute Dienste zu leisten.
Wer noch nie mit der CNC-Technik in Berührung gekommen ist, tut sich auf einem CNC-Lehrgang nicht selten am Anfang sehr schwer, das umfangreiche Lernmaterial zu verarbeiten, da sehr viele neue Bezeichnungen und Schemata zu bewältigen sind. Verschiedene Achsenbezeichnungen sind ebenso zu lernen, wie Koordinatensystem, deren korrekte Anwendung selbst Experten immer wieder verzweifeln lässt.
M-Funktionen sind von G-Funktionen auseinanderzuhalten und die richtigen Schnittdaten zu berechnen. Die erste Wegstrecke beim Lernprozess ähnelt daher eher einem sumpfigen Gelände, in das man unvermittelt einsinkt, ehe man mit fortschreitender Kursdauer festen CNC-Boden unter seinen Füßen verspürt.
Wer sich via SIM_WORK schon vorab mit der Welt der CNC-Technik vertraut macht, wird den Kursstart wesentlich entspannter hinter sich bringen, als „jungfräuliche“ Kursteilnehmer. Trotz hoher Leistungsfähigkeit ist die private und berufliche Nutzung von SIM_WORK für Lernzwecke völlig kostenlos. Das mittels eines DOS-Emulators auch auf Windows lauffähige Programm emuliert eine Philips 432-2,5D-Bahnsteuerung sowie PAL-Befehle zur Vorbereitung auf die reale CNC-Facharbeiterprüfung. Jedoch sind neue PAL-Befehle, die nach 2004 hinzugekommen sind, nicht in SIM_WORK integriert, was aber der Eignung zur Vorbereitung auf die PAL-CNC-Prüfung keinen echten Abbruch tut und den Einsatz teurer Übungssimulatoren oft verzichtbar macht.
Mittels SIM_WORK kann gelernt werden, welche Befehle nötig sind, um die Maschinenschlitten im Eilgang sowie mit Vorschubs-Geschwindigkeit zu verfahren. Damit mit der erlaubten Schnittgeschwindigkeit anschließend zerspant werden kann, wird die Berechnung und Anwendung der Spindeldrehzahl ebenso gelehrt, wie das korrekte Setzen von G, M, S- und F-Befehlen. Im Editor werden Konturen und Zyklen programmiert, darüber hinaus Sprung- sowie Wiederholanweisungen genutzt.
Es wird vergrößert, verkleinert und gespiegelt. Parameter und Maschinenkonstanten bleiben keine unbekannten Größen und überlange Programme werden per BTR-Betrieb abgearbeitet. Ein Schnittpunktrechner hilft beim Ermitteln unbekannter Zielpunkte und selbsterstellte Funktionen zeigen, dass trigonometrische Funktionen auch auf Maschinen funktionieren, die eigentlich damit gar nicht ausgerüstet sind. Um den Reigen an SIM_WORK-Funktionen sinnvoll abzuschließen, entführen @-Funktion in die Welt der Hypo- und Epizykloide und laden zum Experimentieren mit eigenen Funktionen ein.

Bewährter Oldie
Die bedienerfreundliche Philips 432-Steuerung ist immer noch in vielen Betrieben zu finden. Insbesondere in der Ausbildung ist diese Steuerung noch weit verbreitet, nachdem die Maschinen aus der Fertigung ausgelagert wurden. Die Philips 432-Steuerung bildet die praxisgerechte Grundlage für das CNC-Simulationsprogramm SIM_WORK.
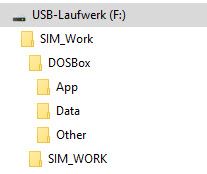
Damit das USB-Laufwerk für den DOS-Emulator sichtbar wird, muss es eingebunden werden, was über den Befehl „mount“ geschieht. Dabei ist nach dem Cursor die neben dem Buchstaben „A“ stehende Befehlsfolge „ f f:\sim_work“ exakt identisch einzugeben.
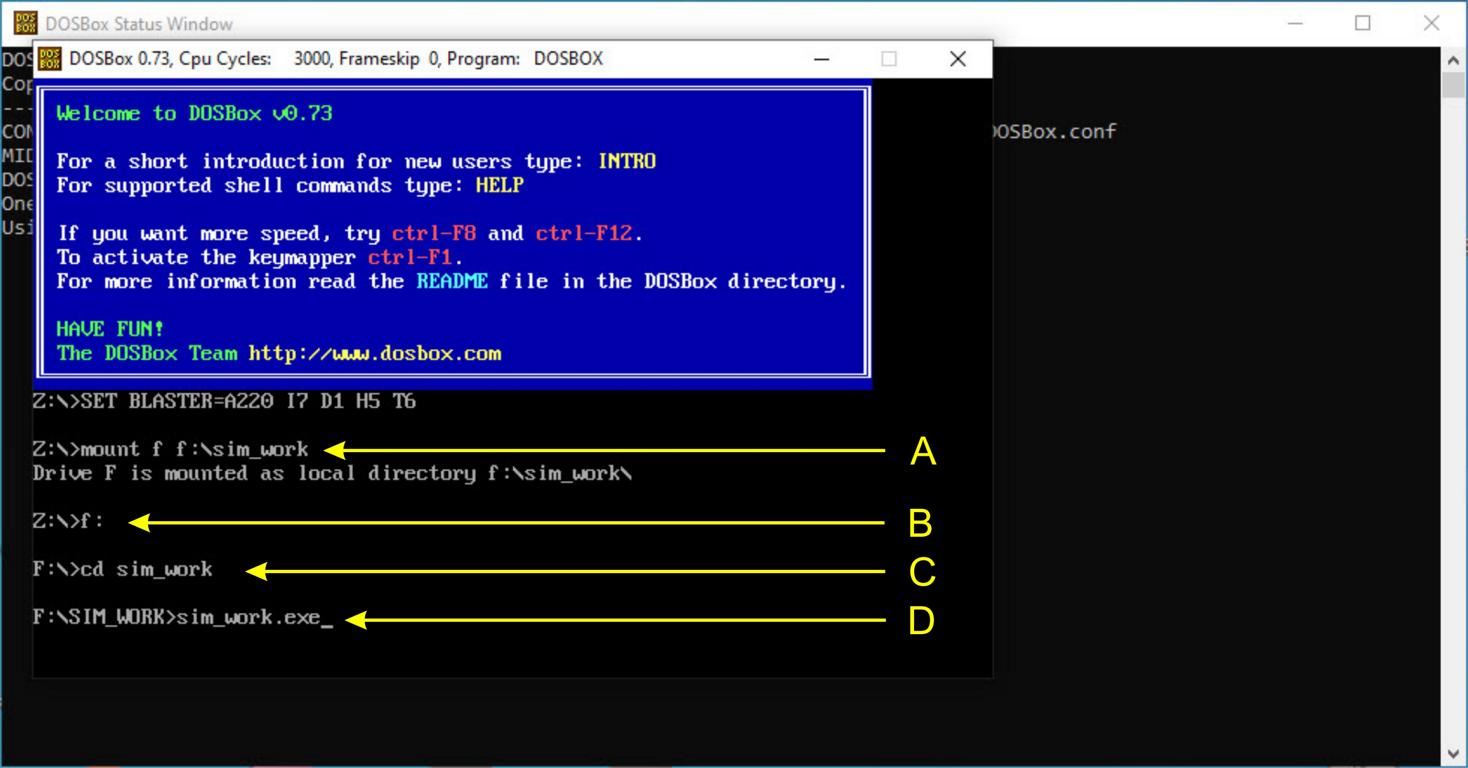
Nach Betätigung der Return-Taste ist noch das Laufwerk „Z“ aktiv. Deshalb wird nun per „f:“ auf das Laufwerk F gewechselt (B). Wird nun die Return-Taste betätigt, ist ab sofort der USB-Stick aktiv, was durch die Ausgabe von „F:\“ kenntlich gemacht wird.
Über den Befehl „cd sim_work“ wird anschließend in das Verzeichnis gewechselt, in dem sich die Exe-Datei von SIM_WORK verbirgt (C). Der Wechsel erfolgt allerdings erst, nachdem die Return-Taste betätigt wurde.
Nun kann das Programm SIM_WORK gestartet werden, indem an der Cursorposition „sim_work.exe“ eingetippt und anschließend die Return-Taste betätigt wird (D). Das Programm prüft sich selbst auf Virusbefall. Ist es virenfrei, so startet es endgültig.
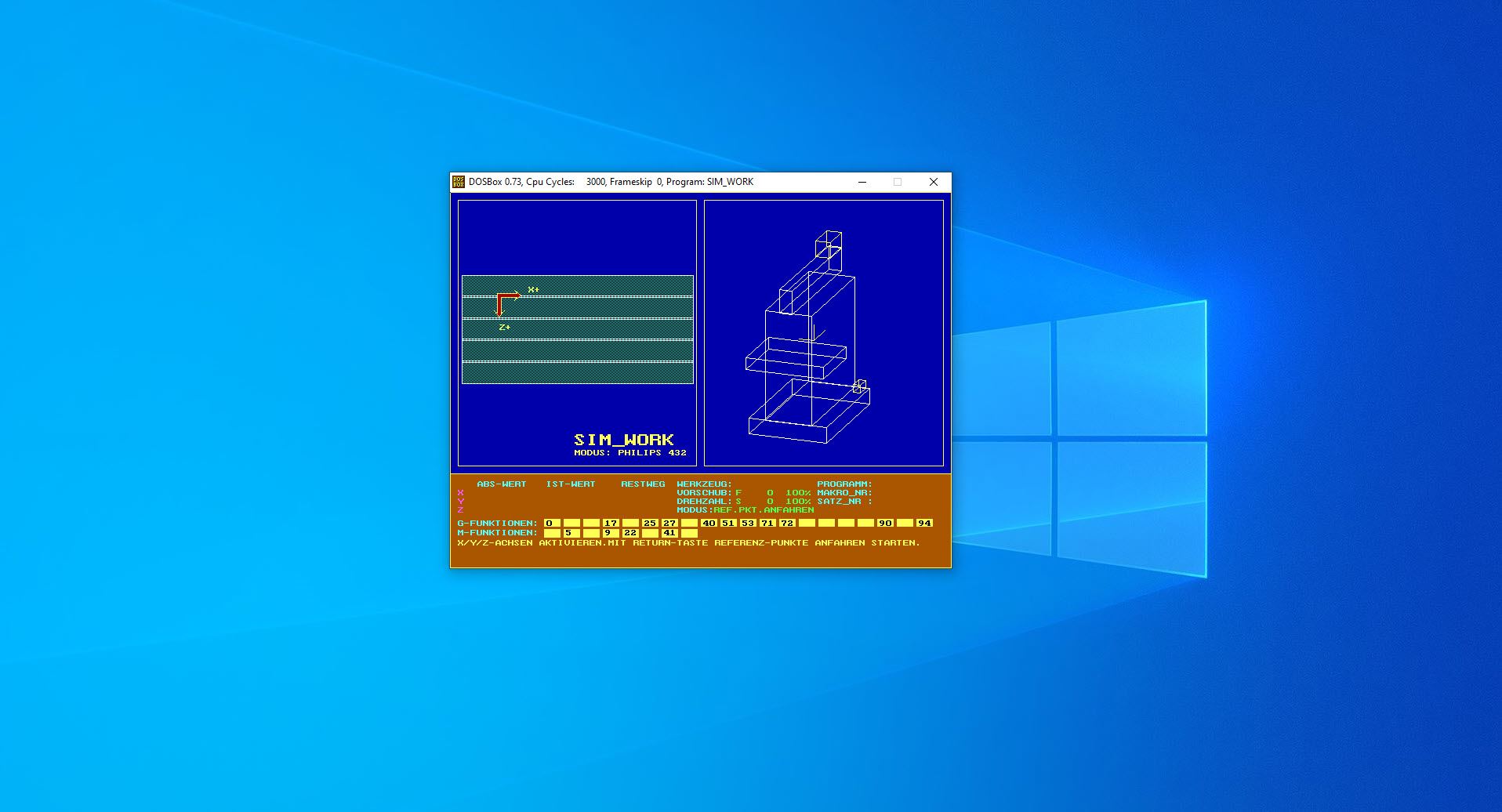
Das Fenster von SIM_WORK ist unabhängig von der DOS-Box, kann daher an eine freie Stelle oder auf einen zweiten Bildschirm verschoben werden.
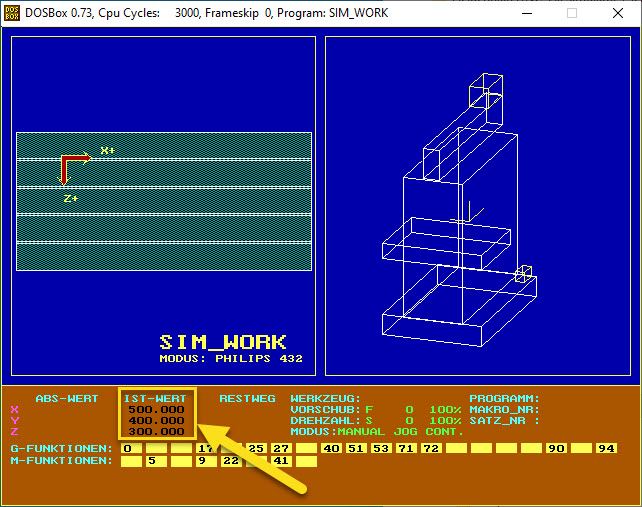
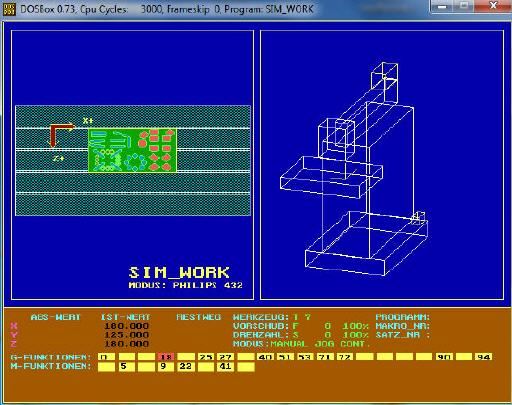
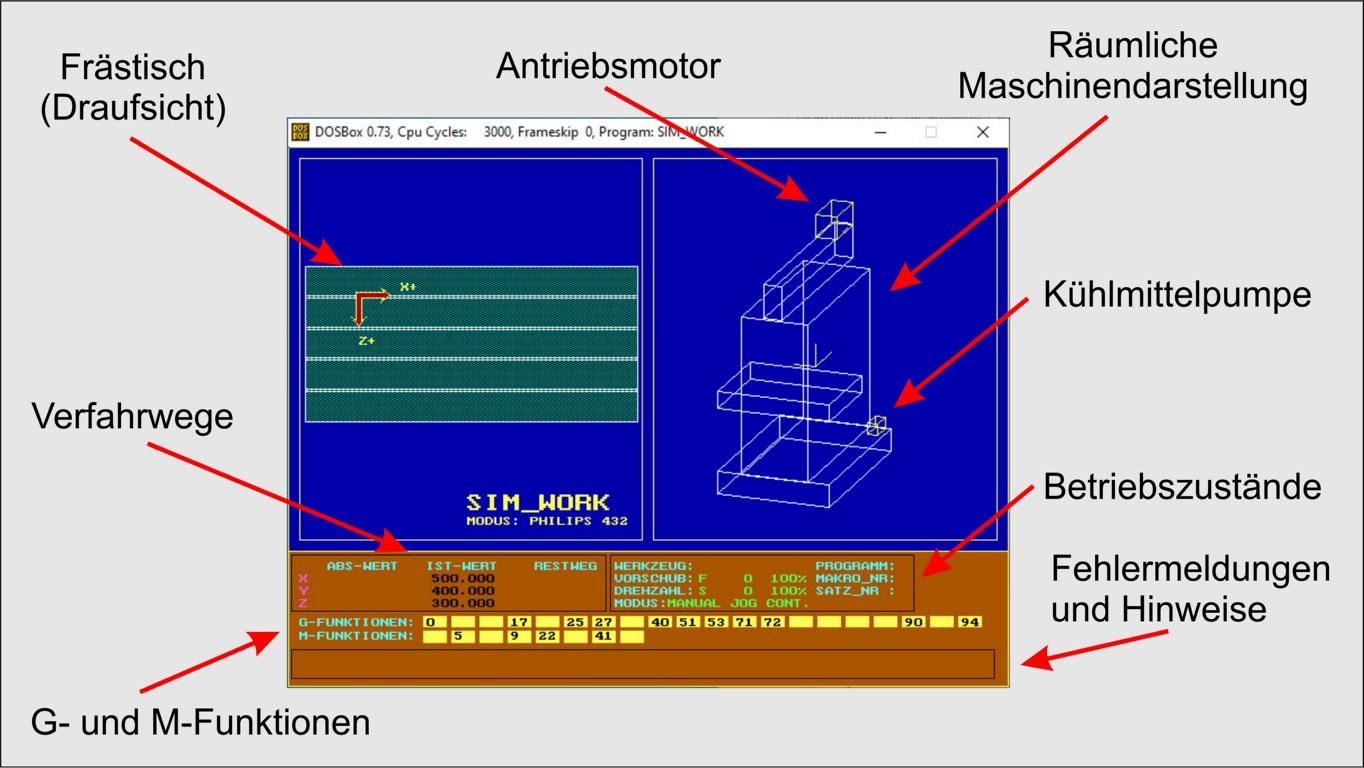
Der Bildschirm von SIM_WORK ist in drei Bereiche unterteilt. Der linke Bereich zeigt einen Frästisch in der Draufsicht. Hier erfolgt die Simulation der Fräsbewegungen sowie die Anzeige des Werkstückrohteiles. Der rechte Bereich zeigt die räumliche Darstellung einer Fräsmaschine. In diesem Bereich werden die Bewegungen der Schlitten, sowie die Betriebszustände von Kühlmittelpumpe und Antriebsmotor simuliert.
Der untere Bereich dient zur Eingabe von Befehlen. Ferner informiert dieser Bereich über verschiedene Betriebszustände, gewählte G- beziehungsweise M-Funktionen sowie Verfahrwege. Auch Informationen wie etwa Fehlermeldungen oder Handlungshinweise werden hier angezeigt.
Die ersten Befehle könnten wie folgt lauten:
S300 [RETURN]
M3 [RETURN]
M8 [Return]
Wie sich zeigt, wird nach jedem Betätigen der Return-Taste unmittelbar sichtbar, was der jeweilige Befehl bewirkt.
Erklärung zu den Befehlen:
S300: Der Buchstabe "S" weist die CNC-Steuerung an, die nachfolgende Zahl als Drehzahlwert zu behandeln. Die Zahl "300" wird im SIM_WORK-Feld "Drehzahl" angezeigt. Es wurde festgelegt, dass die Spindel sich mit 300 Umdrehungen pro Minute drehen soll. Angehende CNC-Programmierer müssen sich daher merken, dass der Buchstabe „S“ im CNC-Code für „Spindeldrehzahl“ steht. Die Spindel der Maschine dreht sich jetzt jedoch noch nicht! Dazu ist der nächste Befehl zuständig: M3
M3: Der Buchstabe „M“ weist die CNC-Steuerung an, die nachfolgende Zahl als Maschinenbefehl zu behandeln. Der Maschinenbefehl "M3" ist in der DIN66025 definiert als "Arbeitsspindel Rechtslauf". Der Programmierer bestimmt mit diesem Befehl die Drehrichtung der Maschinenspindel. Erst jetzt dreht sich die Arbeitsspindel im Rechtslauf mit 300 Umdrehungen pro Minute. Dies zeigt SIM_WORK auf augenfällige Weise, da das rechteckige Kästchen auf dem Waagrechtschlitten, es soll den Antriebsmotor symbolisieren, seine Farbe von Gelb nach Grün wechselt.
M8: Wie zu sehen ist, wechselt ein rechteckiges Kästchen im Maschinenfuß (es soll die Kühlmittelpumpe symbolisieren), die Farbe von Gelb nach Rot. Dies zeigt, dass die Kühlmittelpumpe durch den Befehl M8 eingeschaltet wurde.
Mit dem Befehl M30 wird das Programm abgeschlossen. Der Befehl M30 ist ebenso wie M3 und M8 ein Maschinenbefehl und markiert das Programmende. Wenn die Steuerung auf diesen Befehl stößt, werden die Arbeitsspindel und die Kühlmittelpumpe stillgesetzt, was am Farbwechsel der Kästchen zurück nach Gelb zu erkennen ist. Die Steuerung springt an den Programmanfang und ist bereit für eine Programmwiederholung.
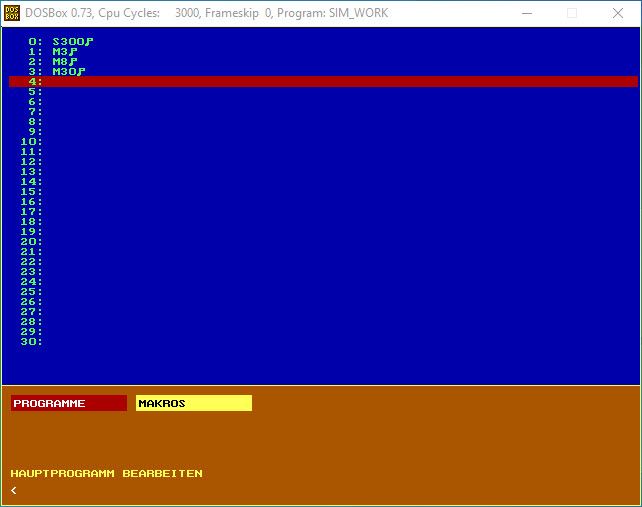
CNC-Maschinen sollen natürlich vom Einzelteil bis zu Stückzahlen in schwindelnder Höhe jedes Teil in stets gleichbleibender Qualität bearbeiten. Dazu muss die Steuerung in der Lage sein, ein einmal erstelltes Programm beliebig oft zu wiederholen. Selbstverständlich ist auch SIM_WORK dazu in der Lage. Dazu müssen – nach Verlassen des Editors mit [ESC] – nur die Tasten [Strg]+[W] gleichzeitig betätigt werden.
Das Programm wird nun wiederholt. Zu sehen ist allerdings nur das Anfahren der Referenzpunkt, da am Programmende der Befehl M30 den Spindelmotor und die KSS-Pumpe abschaltet. Wird der rote Cursorbalken im Editor auf M30 gesetzt und mit der Taste „Entf“ dieser Befehl gelöscht, so wird hingegen bei einer Programmwiederholung weder die Spindel stillgesetzt noch die KSS-Pumpe abgeschaltet, was an den Farben sichtbar ist, die die Aktivitäten der Komponenten anzeigen.
Mit der Tastenkombination [Strg]+[E] kann SIM_WORK nach einer Sicherheitsabfrage verlassen werden. Anschließend kann der DOS-Simulator einfach durch Anklicken des Schließen-Buttons beendet werden.
Mit diesem kleinen Beispiel konnten bereits ein klein wenig die Geheimnisse der Programmierung nach DIN 66025 erforscht werden. Der CNC-Kurs wird in regelmäßig erscheinenden Abschnitten auf www.wdf-new.de fortgesetzt, sodass interessierte Leser am Kursende profunde CNC-Kenntnisse vorweisen können.
Das CNC-Simulationsprogramm SIM_WORK kann zusammen mit dem DOS-Emulationsprogramm DOSBox hier in einer gepackten Datei [1.731 KB] heruntergeladen werden. Nach dem Herunterladen ist diese per Doppelklick zu entpacken (selbstentpackende Datei). Im Auslieferungszustand sind die Dateien bereits gebrauchsfertig und müssen auch nicht umbenannt werden. Es genügt, im Bedarfsfall die Dateien in das gewünschte Laufwerk zu verschieben.
Wichtig: Die Nutzung von SIM_WORK ist nicht für gewerbliche, sondern nur für private Lernzwecke zulässig! Für wie auch immer geartete Schäden, die sich aus der Nutzung von SIM_WORK ergeben, kann in keinem Fall die Verantwortung übernommen werden.

Wichtig!
Die Datei "Driver.Log" darf niemals gelöscht werden, da diese zur einwandfreien Funktion von SIM_WORK nötig ist!
[Strg]+ [A] Programm auf Datenträger abspeichern
[F3] letzten Dateinamen zurückholen
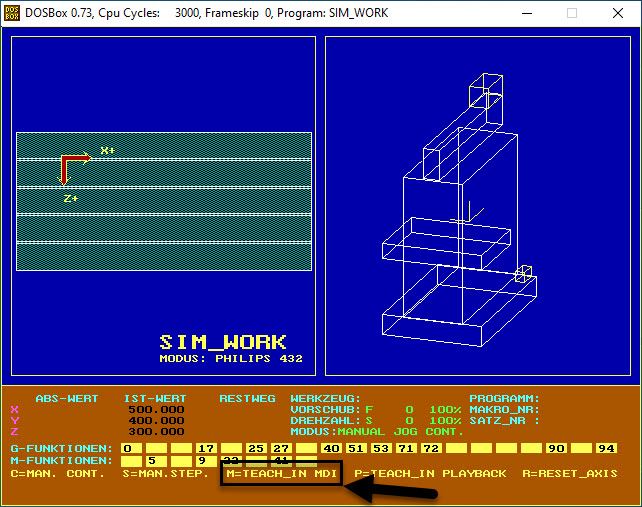
[Strg]+ [B] Auswahlmenü BETRIEBSMODUS
[C] Manuell Continue
[S] Manuell Step
[M] Teach-In MDI
[P] Teach-In Playback
[R] Reset Axis
[Strg]+ [I] Auswahlmenü INTERNE SPEICHER
[P] Punktespeicher
[A] Parameterspeicher
[N] Nullpunktspeicher
[M] Maschinenkonstantensp.
[W] Werkzeugspeicher
[Strg]+ [K] (Korrektur-) Editor
[Strg]+ [←] oder [→] wechseln zwischen Makro und Hauptprogrammeditor
[BILD ↑] Blättern zurück
[BILD ↓] Blättern vorwärts
[BACKSPACE] Rechtes Zeichen löschen
[↑][↓] Cursor Auf/Ab
[←] [→] Cursor Links/Rechts
[Pos1] Cursor auf Textanfang
[Ende] Cursor auf Textende
[Einfg] Cursor auf Textende:
Zeile einfügen
Cursor im Text:
Leerzeichen einfügen
[Entf] Cursor auf Textende:
Zeile löschen
Cursor im Text:
Zeichen löschen
[Esc] Editor verlassen
[Strg]+ [L] Programm von Datenträger laden
[F3] letzten Dateinamen zurückholen
[Strg]+ [N] Neues Programm. Alle Speicher löschen
[Strg]+ [O] Geometrierechner aufrufen
[Strg]+ [P] Programm drucken (nur Matrixdrucker auf LPT1)
[Strg]+ [R] Schrittmaß wählen (nur im Tippbetrieb möglich)
[Strg]+ [U] Unterprogrammspeicher löschen
[Strg]+ [W] Programm wiederholen
[Strg]+ [E] SIM_WORK beenden
